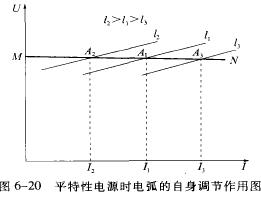
在稳定工作时,送丝速度等于焊丝熔化速度。此时送丝速度是恒定的,所以当弧长变化时,依靠弧长变化而引起电流变化和焊丝熔化速度的变化,最后恢复到稳定状态,通常称这种电弧本身具有的自动调节并恢复其弧长的作用为电弧自身调节。
a.在电枢回路内串入可变电阻是最简单的方法,其电气原理如图6―22所示。
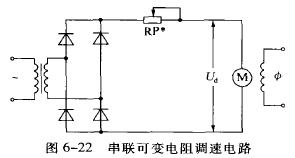
通过调节可变电阻RP*的阻值(大约100W、几十欧姆)来调节送丝电机的转速,此方法十分简单,非常适于临时或应急用的调速电路。但由于可变电阻盘的尺寸较大,不便于遥控,且电阻发热,消耗电能,同时稳速性能也不好,所以在正式产品中不采用。
b.通过调节激磁电流进行调速的办法,因其调速范围窄及机械特性差,所以基本不用。
c.实际生产中比较实用的调速方法是调整电枢电压。改变电枢电压的方法很多,如调压器调节、磁放大器调节和晶闸管调节等。其中以晶闸管调速电路应用最广,该电路简单,成本低,调节方便,工作可靠,不怕震动,抗干扰能力强。
通常晶闸管调速电路包括主电路、触发电路以及反馈电路等。下面介绍几个典型电路。
6.8.4.1 带有电枢电压负反馈的晶闸管调速电路
a.主电路
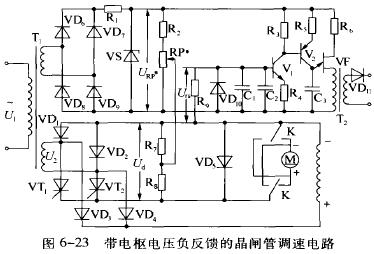
它由电枢电路和激磁电路组成。电枢电路常采用单相半控桥式整流电路,如图6―23中的下部分。由图可见,主电路由以下几个主要元件组成:控制变压器T1,直流伺服电机M,单相半控整流桥(VD1、VD2、VT1和VT2),续流二极管VD5,反馈电阻(R7、R8)和换向继电器触点(K)。
主电路的工作原理如下:
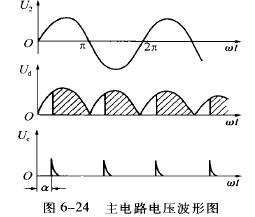
交流输入是经控制变压器T1降压而获得所需电压U2。在交流电压U2的正半周(0~π期间),U2>0,VD1、VT2承受反向电压而截止,而VD2、VT1承受正向电压,但是由于VT1的门极未加触发信号,所以VT1仍不导通,直流输出电压(即电枢电压)Ud=0。在触发延迟角等于α时,在VT1的门极上施加触发信号Uc,使VT1导通,直到ωt=π、U2过0时VT1自动关断。可见在0~π期间Ud=U2。同样,在π-2π期间,U2<0,VD2、VT1承受反向电压而截止,VD1和VT2承受正向电压,在ωt=π+α时,在VT2的门极上施加触发信号,使VT2导通,直到ωt=2π(即U2=0)时,VT2自动关断,如图6―24所示。上述过程不断循环,就可以得到所需要的电枢电压。如果改变触发延迟角α的大小,就可以改变整流桥的平均输出电压Ud的大小,也就是改变电枢电压,达到调速目的。
b.触发电路
晶闸管由截止到导通,需要在其门极上施加一定电压和电流的触发信号,完成这一功能的电路称为触发电路。
触发电路的种类很多,图6―23上部分给出的是单结晶体管触发电路,该电路是由如下元件组成:控制变压器T1,单相整流桥VD6-VD9,削波电阻R1,稳压管VS,给定电阻R2与电位器RP*,晶体管V1和V2,单结晶体管VF,脉冲变压器T2,二极管VD10、VD11和电阻、电容等。
触发电路的工作原理如下:
触发电路由于主电路共用的控制变压器T1供电,经单相整流桥全波整流,并由R1和VS获得梯形波电压,作为触发电路的稳压电源URP*,给定信号Ug由RP*取出URP*的一部分,调节RP*可以改变给定信号Ug的大小。将给定信号Ug与反馈信号Uf相比较得到输入信号Usr(Usr=Ug-Uf),将该信号Usr输入到V1管的基极,经V1管放大,改变V2管的基极电位和集电极电流,也就是V2管起可变电阻的作用,从而调节电容C3的充电时间,当C3充电至单结晶体管VF的峰点电压Up时,单结晶体管的e―b1极间瞬间导通,电容上的电荷经e-b1。向脉冲变压器T2一次侧放电,并由T2的二次侧将触发信号送至晶闸管。
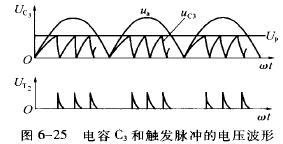
电容C3与脉冲变压器输出的触发脉冲信号的电压波形UT2,图示于图6-25。可见,电容C3的充电速度较慢,而放电速度却较快,充电时间可近似作为单结晶体管的振荡周期。电容C3每一次放电,均在脉冲变压器上产生一个尖脉冲UT2,而电容C3上波形为锯齿波。这一波形特征也可以作为检查单结
晶体管工作正常与否的标志。
众所周知,当晶闸管处于正向电压作用下,一旦接受触发信号后,便立即导通,并继续保持导通状态,其后的触发信号便失去作用。也就是说每个半波中,只是第一个触发信号起控制作用,除非第一个触发信号未能使晶闸管导通。
触发信号与主电路同步是稳定电机转速的关键。所谓同步就是当晶闸管上通以正弦波电压时,每个半波的导通角都相同。
单结晶体管触发电路的同步方式是采用在晶闸管阳极电压过零时将触发电路电容C3贮存的电荷放完,然后从零开始充电的方法。
由图6―23可见,主电路与触发电路的电源取自同一变压器T1,这就保证触发电路与主电路同时过零,此时单结晶体管Ucb=O,则峰点电压Up=O,所以电容C3将迅速放完存贮电荷,这就保证过零后C3立刻开始充电,并在延时相同的时刻输出第一个触发脉冲,使晶闸管的导通角相同。
当反馈电压一定时,电机的转速由给定电压Ug决定,Ug由调速电位器RP*调整确定。当给定电压Ug增加时,触发电路的输入电压Usr也增加,该信号经V1管放大和倒相,V1的集电极变负,V2的基极与它是同电位,也为负,V2的基极电流ib2增加,从而经R5、V2对电容C3充电的速度加快,使第一个脉冲信号提前。反之,降低给定电压,就使脉冲信号后移。
此外,送丝过程中常常因为各种因素的干扰引起送丝速度的改变,从而影响焊接规范的稳定性。为此,应采取抗干扰措施。也就是当外界干扰时,使送丝速度能自动保持给定值。如图6-23所示,采用电枢电压串联负反馈,输入到V1管基极的信号Usr=Ug-Uf。现结合网路电压的波动来分析电枢电
压串联负反馈的作用。当网路电压增加时,电枢电压Ud也增加,则电机的转速n增加。但由于给定电压Ug增加值很小,而反馈电压Uf为Ud的一部分,所以Uf增加较大。因为该线路采用串联负反馈,所以当网路电压增加时,输入电压Usr减小:则V1管的ib1、ic1均减小,V2管的ib2、ic2也减小,这将增加电容C3的充电时间,使晶闸管的导通角降低和使电枢电压Ud降低,从而达到稳定Ud和转速n的目的。
电容C2为电解电容(100μF左右),它可以防止振荡和稳定输出,C1可防止高频干扰。电阻R3、R4和R5为V1和V2管的集电极和发射极电阻,R6为VF的温度补偿电阻。VD10、VD11为保护二极管。
送丝电机的正反转由继电器触点K来控制。当K变换位置后电机转向就随之改变。
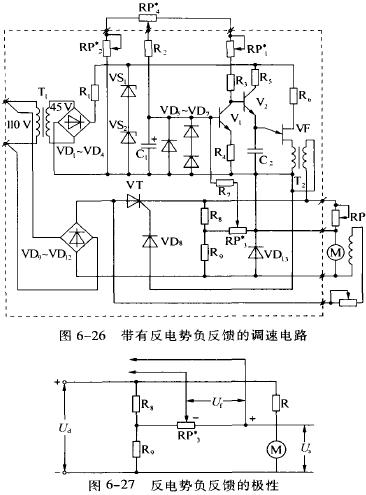
6.8.4.2 带有反电势负反馈的晶闸管调速电路
在要求较高的焊接设备中(如自动焊设备),送丝电机常采用反电势负反馈。因为电动机的转速凡与电枢的反电势成正比关系,所以电枢的反电势可以直接反映转速的大小,该电路稳速效果更好。
带有反电势负反馈的晶闸管调速电路原理如图6-26所示。由图可见,该电路与图6-23所示电枢电压负反馈电路类似。不同的是反馈信号的提取方式不同,如图6-27所示。在电机回路串入电阻R。如果使
由上式可知,反馈电压Uf与电机反电势E成正比例。通常取值R8+R9)为千欧级。由于U中包含有反电势和电枢电阻R8上的压降,则反馈信号右端为正,呈负反馈。
这种电路存在2个问题。一是电枢回路串入电阻R,增加了电能的耗损;二是在R上产生的电枢电流信号与给定信号同相位,是正反馈,容易引起振荡。为此除应选择合适的R外,还应在控制信号输入端并联电容C1(见图6-26)。
6.9 焊枪和软管
6.9.1 半自动焊枪的分类与结构特点
半自动焊焊枪按送丝方式可分为拉丝式和推丝式2种。前者把送丝机构、焊丝盘等都装在焊枪上,焊工手持施焊,劳动强度比较大。但它便于在远离焊机或大型构架上高空作业,通常使用0.5-0.8mm的细焊丝。推丝式的焊枪相对比较轻便灵活,应用广泛。
冷却方式可分为水冷式和自冷式(空冷式)两种。前者多用于焊接电流在400A以上的大型焊枪;后者多用于焊接电流在400A以下的焊枪,相对比较轻便。
按结构形式可分为手枪式和鹅颈式(即弯管式)两种。前者送丝阻力较小,但焊枪的重心不在手把中心线上,操作时不够灵活;鹅颈式焊枪的送丝阻力较大,但其重心在手把部分,操作起来比较灵活。手枪式焊枪主要采用直径小于0.8mm的焊丝,鹅颈式焊枪主要采用0.8-2.0mm的焊丝。
6.9.2 影响送丝稳定性的因素
送丝的稳定性与以下2个方面有关:
a.送丝电机的机械特性及拖动控制电路(调速电路)的控制精度;
b.焊丝送丝过程中的阻力以及送丝滚轮结构,送丝滚轮对焊丝的驱动方式等。焊丝送丝过程中的阻力主要是送丝软管中的阻力和导电嘴的阻力。





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)