摘 要:以PCM-32i逆变式等离子切剑机为例,介绍了该切割机的电路结构、工作原理、使用方法和维修措施。
关键词:逆变式等离子切剖机;电路结构;工作原理;使用方法;维修措施
另外,每年应由专业维修人员用压缩空气为焊接电源内部除尘一次,同时应注意检查机内紧固件和接线有无松动,若有则应即时排除。
注意:除尘时必须事先切断焊机电源,并将前面板上的“焊接电压范围选择”开关置于24~36V档;除尘中不得随意乱动机内接线或擅自移动机内元器件位置。
使用中应注意经常检查焊接电缆快速连接器的接触情况,至少每月应由焊机使用者检查1次。
7.4 逆变式等离子弧切割机的使用与维修
逆变焊机(包括切割机)的出现,是焊接设备发展史上的一场革命。它打破了焊机只是机电式产品的传统观念,开辟了焊机成为电子式产品的新纪元。由于逆变焊机具有小型轻量、高效节能和工艺性能优异等传统焊机无可比拟的特点,因而得到了迅速发展并获得应用。可以预见,随着铜铁等原材料价格的不断上涨,功率半导体器件价格的不断下降,以及能源日趋紧张和对焊机性能要求的不断提高,这种逆变焊机必将占领焊机市场并拥有广大用户。因此,了解逆变焊机的结构和工作原理,掌握逆变焊机的使用和维修方法是非常必要的。
在此将以美国L-TEC公司生产的PCM-32i逆变式等离子切割机为论述对象。该机是以压缩空气为离子气和冷却气的晶体管逆变式切割机,适合于切割碳钢、不锈钢和铝合金等材料,具有体积小、质量轻、效率高、操作简便、切割速度快和切割质量高(切缝狭窄、切口平整、工件变形小、熔瘤少且易去除)等特点。
7.3.1电路结构和工作原理
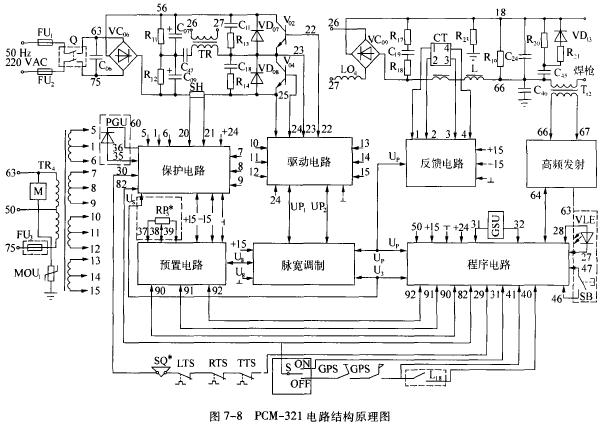
PCM-32i的电路结构如图7-8所示,包括主电路和控制电路2大部分。主电路由输人整流滤波电路(主要元件是整流桥VC06、电容C07和C09)、逆变器(主要元件是电容C07和C09、变压器TR、功率晶体管V02和Vα)和输出整流滤波电路(主要元件是整流桥VC09和电感L)组成;控制电路由给定电路(PRESEETTING CIRCUIT)、反馈电路(FEEDBACK CIRCUIT)、脉宽调制电路(PWM)、驱动电路(DRIVING CIRCUIT)、保护电路(PROTECTION CIRCUIT)和高频引弧器(HF STARTER)组成。
PCM-32i的工作原理与所有逆变焊机的工作原理相同,即实现交流――直流――交流――直流的功率变换。首先将工频交流直接进行整流滤波为直流;然后加到逆变变压电路上,输出直流。采用高频引弧器引燃等离子弧,通过电流反馈和脉宽调制实现闭环控制,使焊机具有陡降的外特性。
在控制电路中,给定电路输出给定信号,用以调节输出电流;反馈电路对输出电流进行取样和滤波放大,从而得到满足要求的反馈信号;脉宽调制电路对给定信号和反馈信号进行比较,以决定输出脉冲宽度,为驱动电路提供控制脉冲;驱动电器将控制脉冲进行功率放大,为功率晶体管提供足够电流的驱动脉冲;保护电路实现对功率晶体管在过电流、过热、过电压、欠电压、合闸起动和突然断电等极端情况下的保护,确保功率晶体管的可靠工作;时序电路实现提前送气、主电路供电、高频引弧(引燃后停止高频)和切割结束时的滞后断气等过程。
7.3.2使用方法
a.功能元件的使用
参见图7-8,用虚线框围起的开关、旋钮、按钮、指示灯和熔断器均是PCM-32i的功能元件,其使用如下:
1)电源开关Q和电源指示灯HL当Q闭合时,HL发出绿光,指示焊机处于电网供电状态,同时冷却风扇M运转。当Q断开时,焊机不能工作。
2)检气开关S检气时,将S放于“ON”的位置。否则,将其放于“OFF”的位置。
3)电流控制旋纽RP5+通过调节RP5+,可使输出电流在7.5~30A范围内变化。
4)自锁开关LIS和割炬按纽SB LIS闭合时为自锁状态。此时,压下SB,直到电弧引燃后,可以释放SB,切割过程能继续进行。若要停止切割过程,需再次压下并释放SB。
LIS断开时为非自锁状态。此时,在整个切割过程中,都应如终压下SB,直到切割结束时才能释放SB。
5)过载指示灯VLE和过电流熔断器FU3当该机发生过载,即主电路发生过电流、过热、过电压和欠电压等异常情况之一时,VLE都发出红光报警,该机自动停止切割过程。
当控制电路发生过电流或主电路输人端的火线和零线接反时,FU3熔断,控制电路停止供电,电源指示灯HL熄灭,冷却风扇M停转,整机不能工作。
b.切割操作
1)合上电源开关Q,电源指示灯HL发出绿光,冷却风扇M运转。
2)将检气开关S放于“ON”的位置进行检气。此时,调节过滤减压阀,使气路内压缩空气的压力达到选定的数值。检气完毕,再将S放于“OFF”的位置。
3)调节电流控制旋纽RP5+,使其对应的刻度为所选定的切割电流。
4)将自锁定开关LIS放于选定的位置。
5)将割炬的喷嘴与工件接触或保持距离在0.5mm以内,并使割炬头前倾15°~30°。
6)压下割炬按纽SB,经2s预送气后引燃等离子弧。
7)当等离子弧穿透工件后,移动割炬进行切割(若LIS闭合,则此时可以释放SB,否则不能释放SB)。
8)切割结束时,释放SB(若LIS闭合,则需再次压下并释放SB),等离子弧熄灭。将割炬移离工件,经1Os滞后断气完成整个过程。
7.3.3维修措施
a.日常维护
1)当发现保护套和分配器损坏时,应予以更换。
2)经常检查电极和喷嘴的损耗情况,损耗较大而影响切割时,应及时更换。
3)确保电缆不破损,气管不漏气或打结。
4)确保所有连接点紧密相连,接地电缆良好接地。
5)定期用低压而干燥的压缩空气吹入机内,以便除尘和干燥。
6)及时检查并放出过滤减压器中积累的水和油。
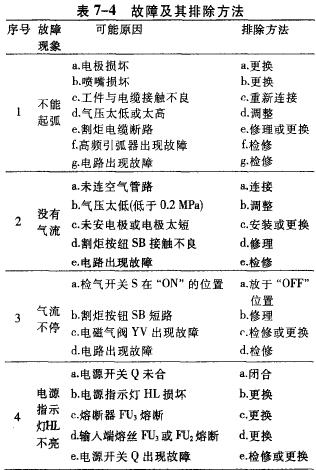
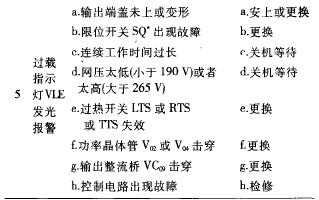
b.故障及其排除
故障现象、可能原因及排除方法见表7-4。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)