摘 要:介绍了OTC X系列CO2半自动焊机程序控制电路,对“无收弧”和“有收弧”控制作了较仔细的分析,列出了该焊机的常见故障,分析了其产生原因,并给出了具体的处理方法。
关键词:程序控制;故障原因;处理方法
3)程序控制电路。
程序控制电路基本上集中在P7541R板上,另外还有一块小印板P7204J及继电器KM2等。
焊机具有2种控制方式:“有收弧”和“无收弧”。具体的工作原理见图6-32Ⅻ-500PS型电气原理图。工作电源系由变压器T1-2供电,经P7539Q(图的左下端所示)二极管整流后,由67号端子输出26V电压,经开关S2及熔断器FU6进入P7541R板的控制电路。
①“无收弧”控制
焊接程序控制过程如下:
将选择开关S,置于“无”,气体检测开关S2置于“焊接”,合上焊接电源控制开关S1,则风机转,并接通同步变压器,如不缺相,则缺相检测继电器吸合。
焊接时,按下焊枪手把开关SB1(见图6-32中P7541R板),电流便从CH18(+26V)流经二极管、电阻、CH20、69号端、缺相检测继电器触头及SB1到59号0V地端,在CH20处产生一个大约8V的电压,三极管V1基极的稳压管导通,V1导通,继电器KM1动作,其电流经V1、71、72、69号端及SB1到地,同时,P7204J板的继电器KM1因62号端经SB1接通地而吸合,因此,接触器KM动作,主变压器得电,此外,继电器KM2、KM3也都因SB1的接通而动作。
KM1触头的闭合为遥控盒的电位器RP+3、RP+4的接通作准备,其常闭触点断开RP+6、RP+7(“有”收弧时分别作收弧时的电流、电压调节),在有/无收弧开关S3的线路中KM1触点的闭合,作为有收弧的自锁(与KM4一起完成自锁)。KM2触点的闭合,接通电位器RP+3和RP+4,主晶闸管触发电路和送丝机控制电路工作,同时,送丝机M的电枢电路接通,M慢速转动。KM的闭合,电气阀SOL通电开起而送气,主晶闸管控制电路接通,因而主晶闸管导通,输出直流电压,于是,当焊丝碰到工件时引出电弧。
电弧引燃后,焊接电流通过电感线圈L2时,使继电器RDS动作,其触头接通继电器KM4线路,KM4动作。KM4的一对触头短接电阻R13,使控制送丝电动机的给定信号电压升高,慢速送丝转换成焊接时的正常(快速)送丝。KM4的另一对触头断开电阻R12,使高压引弧转入正常电弧电压焊接。
除KM4外,通过其他各继电器(KM1~KM3)线圈的电流都经焊枪手把开关SB1到地。因此,在整个焊接过程中必须一直按着手把开关SB1。
焊接结束时,松开手把开关SB1,则KM1、KM2、KM4、断电释放,遥控盒给定信号电压被切断,于是输出电压下降(维持电压),同时,送丝速度随M的惯性衰减,可起到焊丝去球作用和防止粘丝。接触器KM和继电器KM3都由于电容的延时作用而滞后断开,于是电流被切断,送气停止,焊接过程结束。
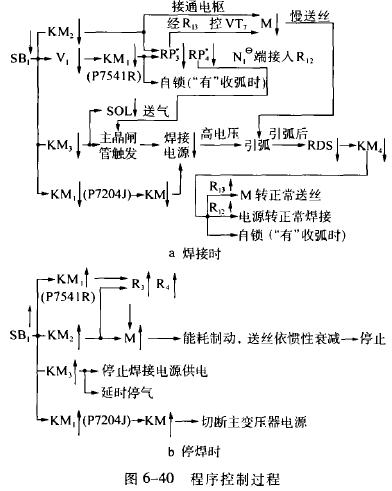
为帮助记忆及方便维修,现将程序控制过程简要表示如图6-40所示。其中,符号“↓”表示接通或吸合、得电、导通;“↑”表示断开或释放、失电、截止。
②“有收弧”控制
选择开关S3置于“有”,气体开关S2置于焊接,电源开关S1置于“通”。
焊接时,第一次按下焊枪开关SB1,继电器KM1~KM3动作,主接触器动作,此时,通电各回路与“无火口填充”时的情况一样。所不同的是引弧以后,继电器KM4动作,其触点吸合自锁后,通过KM1、KM2及KM3线圈的电流还可以经71、60号端、KM4及KM1触点和开关S3到地。因此,这时松开SB1,各继电器仍照常吸合,可以正常施焊。
松开SB1,62号端与地断开。69号端的电位,随着电容的充电作用而升高(图6-32中,未画出该电容及一些次要元件),通过二极管给晶闸管VT的控制极一个正电位,使VT导通。VT导通后,其电流经过的线路中的电阻得到分压,足以维持三极管V1导通,所以,各继电器仍保持通电状态。
焊接结束时,第二次按下焊枪开关SB1,此时69号端变为0电位,经VT的电流通路,变为从69号端到地,CH20被箝位在2V以下,因此,稳压管不能导通,故三极管V1截止,继电器KM1断电。但其他继电器仍保持通电状态。由于KM1断电,KM3仍继电,因此,其相应的触点将切断遥控盒上的电位器RP#3、RP#4,而接通焊接电源面板上的电位器RP#6及RP#7,按其预先调定好的电压与电流进“火口填充”的施焊处理。这就是所谓“有收弧”。
再次松开SB1,与“无火口填充”即“无收弧”情况一样,结束焊接。
6.12.3 常见故障及处理方法
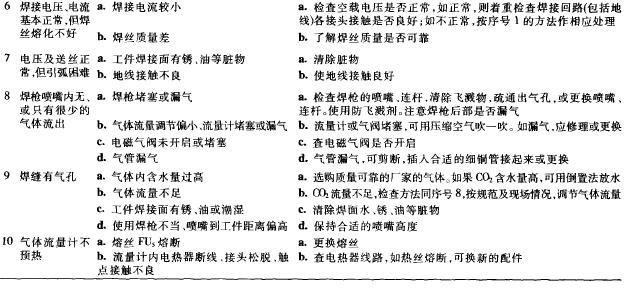
(OTC)Ⅻ500PS型焊机的常见故障及处理方法见表6―15。

重要提示:
a.为了保障维修人员的人身安全,请在切断电源后再行检查维修。如确需带电检查,须由专业维修人员进行操作。
b.一般的维修检查顺序为“先易后难,由浅入深”。
c.有的企业由于CO2气体供应问题,没有纯净的工业用瓶装CO2气体,而采用了类似酒厂副产品的CO2气体,含水量太高。为了保证焊接质量,使用前需进行放水处理。具体做法是将气瓶倒置1-2h,使水沉积到瓶口部位,然后打开阀门,放水2~3次,每次间隔30min。放水完毕,再将气瓶倒过来,立放2h。然后,打开气阀,放气2-3min,以便放掉气瓶上部的空气和水分。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)