摘 要:重点分析了IGBT弧焊逆变器的驱动电路和保护电落,以及IGBT驱动模块和应用。
关键询:IGBT;主电路;控制电路
7.5.2 IGBT式弧焊逆变器的驱动电路及保护
7.5.2.1 IGBT的驱动
由于IGBT的输入特性几乎和MOSFET相同,所以用于MOSFET的驱动电路同样可以用于IGBT。但必须满足IGBT门极驱动条件。IGBT的静态和动态特性与门极驱动条件密切相关。门极驱动条件与器件特性的关系见表7-6。
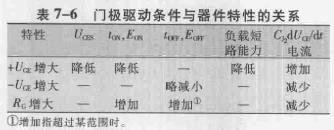
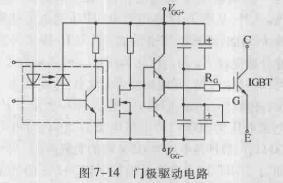
由表7-6可知,门极正偏压以龙的变化对IGBT开通特性,负载短路能力和CJ2dUCE/dt电流有较大影响,而门极负偏压则对关断特性的影响不大。在弧焊逆变电源的逆变器驱动电路中,为了IGBT稳定地工作,常采用正、负偏压2种电源的供电方式。为了使门极驱动电路与信号电路隔离,应采用抗噪声能力强、信号传输时间短的光藕器件,门极和发射极的引线应尽量短,门极驱动电路的输出线应为绞合线。图7-14所示为IGBT的具体驱动电路:为抑制输入信号的振荡现象,在图中的门源端并联阻尼网络;图中用光藕器件使信号电路与门极驱动电路隔离。
图中RG为门极电阻。它的阻值大小选择必须注意。因为当RG增大时,IGBT的开通与关断时间增加,进而使每个脉冲的开通能耗EON和关断能耗EOFF也增加,EON、EOFF与门极电阻RG的关系如图7-15所示。因此希望RG小,但从图7所示集电极电流上升率di/dt与门极电阻RG的关系曲线可知,当RG减小时,IGBT的电流上升率di/dt增大,这又会引起IGBT的误导通,同时RG上损耗也增加。因此,RG的选择应在开关损耗不太大的情况下,应选用较大的门极电阻RG。例如对2MB150-060型IGBT来说以小于100Ω为宜。
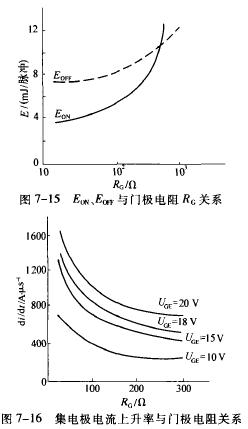
图7-17所示为IGBT 2MB150-060(日本富士公司生产)的通态电压UGE与+UGE的关系曲线。由图可知,当+UGE增加时,通态压降下降。对集电极额定电流Ic为50A的IGBT,选择+UGE为15V时较为合理。在这一点通态电压接近饱和值,是IGBT工作的最佳点。此外,从图7-17还可看出,IGBT的集电极额定电流Ic增加,通态电压也增加。图7-18所示为每个脉冲开通能耗EON,与门极正偏压+UGE的关系曲线。由图可知,+UGE增加,开通损耗EON减小,这是因为+UGE增加,开通时间缩短,因而EON减小。图中所示为IGBT在电源电压为300V,集电极电流为50A,门极电阻为50Ω,门极反偏电压为-15V时的实测曲线。当+UGE增加时,IGBT的开通能量损耗下降。+UGE的增加虽然对减小通态电压和开通损耗有利,但是+t左E不能任意增加,+UGE增加到一定程度之后,对IGBT的负载短路能力以及dUGE/dt有不利的影响。

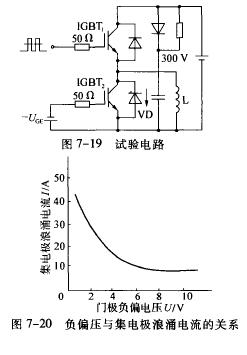
IGBT门极驱动的负偏电压也是一个很重要的驱动条件。它直接影响IGBT的可靠运行。图7-19给出了试验电路的示意图,图7-20给出了负偏压与集电极浪涌电流的关系曲线。当IGBT2管关断时,负载电流经IGBT2的反并联快恢复二极管VD继续导通。当VD恢复阻断状态时,电流迅速中断,在IGBT2的集电极一发射极之间产生高达30000V/μs的电压上升率dUGE/dt,过高的dUGE/dt会产生较大的位移电流,使门极一发射极间的电压上升,并超过IGBT的门极阈值电压,于是产生一个较大的集电极脉冲浪涌电流。过大的浪涌电流会使IGBT发生不可控的擎住现象,为了避免IGBT发生这种误触发,可在门极加反偏电压。由图7-20所示曲线可知,负偏电压应为-5V或更大一些。
7.5.2.2 IGBT骆动模块及其应用
IGBT的驱动电路应用比较多的还是驱动模块,而且一般可用于MOSFET的驱动模块也可应用于IGBT的驱动。但是,不同容量的IG13T、MOSFET对驱动模块的型号和参数要求是有不同的,不同逆变频率所采用的摸块型号也不同。
a.驱动模块功能方框图。
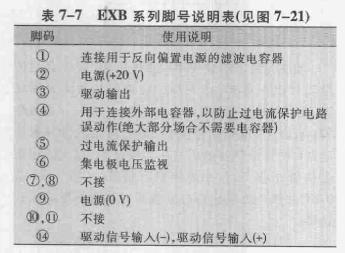
在弧焊逆变器中较常用的驱动模块除前述外。还有EXB840、841等。它们的内部结构方框图如图7-21所示。所有EXB系列的共同表示法见表7-7。
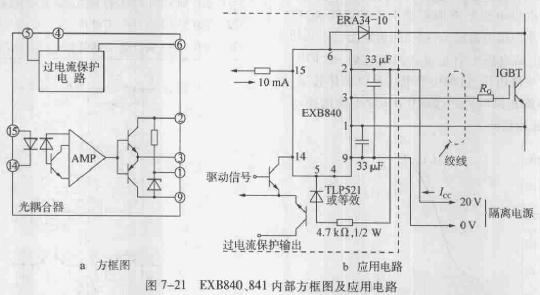
通常该种驱动模块的供电电压为20V,光藕合器的输入电流IOmA(不同模块型号其电流值不一样,如EXB850,851为5mA)。
b. EXB840应用电路。
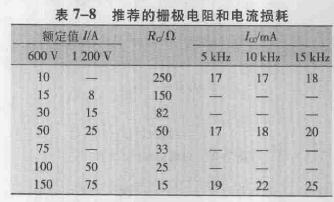
EXB840是混合IC模块,能驱动高达150A(600V)IGBT和高达75A(1200V)IGBT如图7-21b所示。其驱动电路信号延迟小于或等于1μs,故适合于高约40kHz的开关操作。推荐的前置栅极电阻RG和电流损耗如表7-8所示。
使用混合IGBT时需注意:
1)IGBT的栅射极驱动回路连线必须小于1m。
2)IGBT的栅射极连线应用绞合线。
3)若在IGBT的集电极产生大的电压尖脉冲,应增大前置栅极电阻RG。
4)电容33μF(#)用于吸收由于电源接线阻抗而引起的供电电压变化,它不是电源滤波器。
EXB841应用电路与图7-21b相同,但应把33μF改为47μF,其余参数不变。它可用于驱动高达400A,600V和300A,1200V的IGBT,RG的阻值相应减小。
7.5.2.3 IGBT的保护
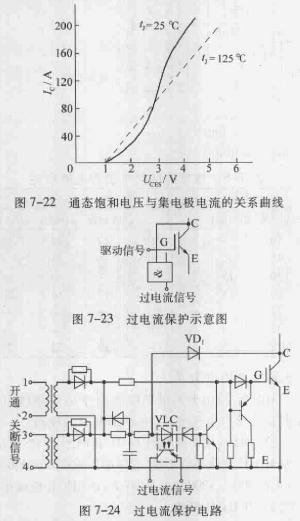
IGBT的过电流保护可采用集电极电压识别的方法如图7-22所示。集电极通态饱和电压UGES与集电极电流Ic呈近似线性变化关系。识别UGES的大小即可判断IGBT集电极电流的大小。由图可知,IGBT的结温升高后,在大电流情况下通过饱和压降增加,这种特性有利于过电流识别保护。图7-23中给出了过电流保护示意图,图7-24为具体保护电路。由图可知,集电极电压与门极驱动信号相与供出过电流信号,将此过电流信号反馈至主控电路切断门极信号以保护IGBT不受损坏二值得重视的是,从识别出过电流信号至切断门极信号的这段时间必须小于IGBT允许短路过电流的时间。为此,应采用快速光藕合器VLC和快速传送电路。但是,过电流时切断IGBT集电极电流不能像正常工作时那样快。因为过电流时集电极电流较大,过快的切断会由于di/dt过高,在主电路电感中引起很高的反电势,使IGBT集电极产生尖峰电压,这种尖峰电压足以损坏管子。为此在允许的短路时间内(如10μs)应采取措施对IGBT进行低速切断。
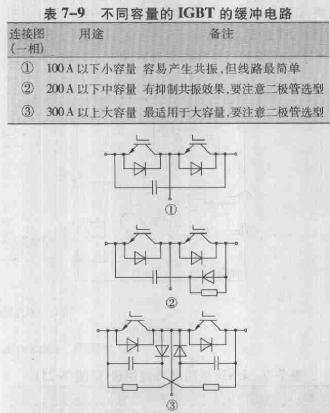
在焊接电源逆变器的应用中,为了防止过高的dU/dt,一般需加缓冲电路,对不同容量的IGRT,缓冲电路推荐用表7-9所示的电路。有时为了简便,也有采用改变门极串联电阻来控制门极电流大小,进而减弱IGBT开通和关断过程对缓冲电路的要求。
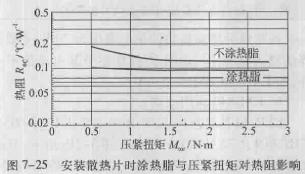
此外,为了防止IGBT过热损坏,安装合适的散热片也很重要,安装时应注意散热片的表面状态,要求散热片表面粗糙度在63μm以下,平面度在50μm以下。散热片与管子接触处应涂热脂(一般为硅膏)。而且散热片的压紧扭矩要适当。过大的扭矩会使管子损坏,过小则热阻明显增加。图7-25是IGBT散热片压紧扭矩与涂热脂对热阻的影响试验结果。(未完待续)
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)