摘 要:详细分析了电阻焊中恒电流控制和恒电流百分数控制的原理;同时对热膨胀电极位移法进行了说明。
关键词:恒电流控制;恒电流百分数控制;位移控制
此外,还有采用莱姆(LEM)霍尔电流传感器检测焊机一次电流的方法。LEM传感器具有输出波形无需积分还原、线性度好、精度高、动特性好、抗干扰能力强等特点,但成本较高
b.恒电流控制原理。
由图8―21经理论分折可得函数关系

式中,Ip为电流百分数,以α= φ晶闸管全导通时的电流有效值为100%。
借助大型计算机对式(8-15)、(8-16)进行赋值循环运算,可得相应的定量关系曲线。为了实现微机的实时控制,减少计算时间,事先将以上2组曲线按一定的步长离散化为数据表格后存入微机EPROM待用。在实时控制时由查表程序查得需要的控制参量,可免除繁杂的运算。
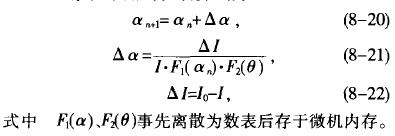
恒电流控制是通过不断调整触发角α实现的,而调整α有直接式和增量式2种方法。
1)直接调整α方法。
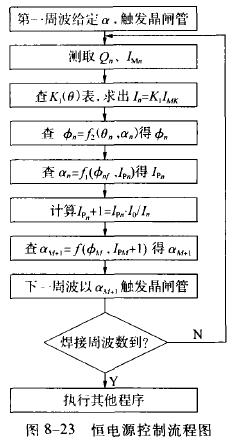
由电流百分数意义可知,电流百分数Ip与实际电流有效值I为线性关系。据此可采用控制算式

由式(8-18)编制的直接调整α方法的微机恒电流控制流程图如图8-23所示。
以上方法中控制角α是以电源电压U过零为起点,可称为“α方式”。另有一种方法是以β为控制角,即以焊接电流过零为起点,β为熄灭角,如图8-21b所示,该方法可称“β方式”。因θ+β=180°,由理论分析可得类似式(8-15)的函数式

“β方式”实现恒电流控制的原理及调节过程与“α方式”相似:因它是以电流过零为起点,微机只有在接收到某一晶闸管的关断信号后才会发出另一晶闸管的触发信号,可确保晶闸管不会提前点火,避免控制失误和单管导通现象。此外,对应于同一热量变化量,β的变化量△β几乎总是大于α的变化量△α,即“β方式”还可提高系统的控制精度,并使系统具有较好的动态品质。
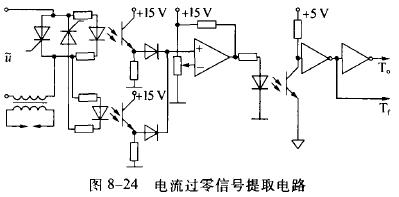
“β方式”中电流过零信号可由图8-24所示电路提取。由光电耦合器取出晶闸管两端的电压信号,电流过零时此电压将发生急剧变化,经处理后可得电流过零信号,即β的起点。
2)增量式调α方法。
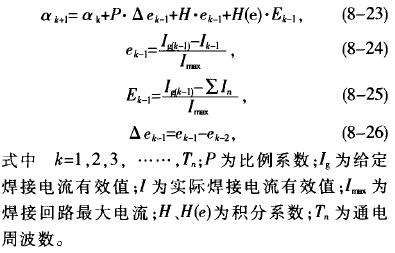
日本东芝电气公司的阻焊恒电流控制装置TOSWEL系统采用的控制算式为
南昌航空工业学院研究的三相半控二次侧整流焊机,其恒电流控制采用数字增量式PI-I算式
恒电流控制对网压波动、二次回路阻抗变化等干扰有良好的补偿性能,但不能对分流及电极磨损进行补偿。为此,可在恒电流控制的基础上采用电流递增的方法进行适当的补偿,即自动改变工件上顺序各点的电流强度,或每隔一定数量焊点就自动递增一定的电流增量。
C.恒电流百分数控制原理。
该方法与恒电流控制不同的是在焊接过程中保持电流百分数Ip不变。其控制原理是在焊接过程中逐个周波地检测φ的变化,并按α=f1(Ip,φ)的关系自动改变下一周的α,以保持Ip不变。该方法对分流有较好的补偿作用,因有分流时,接头阻抗减小,晶闸管全导通时的电流有效值增大,要保持,Ip不变则必然是实际焊接电流有效值I相应增大,故对分流起到了补偿作用。但该方法不能补偿网压的波动,因为网压波动并不引起Ip的改变,故控制过程必须对网压波动进行补偿。补偿方式是由网压波动量来修正Ip,即

此时的α也相应修改为

由上述原理编制的恒电流百分数微机控制流程图如图8-25所示。
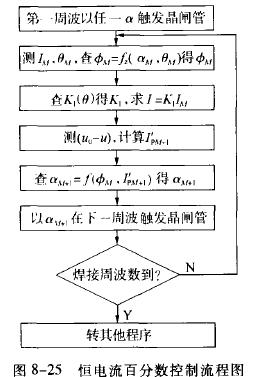
其中对电流有效值的计算主要是为了显示平均电流有效值。
8.3.3.2 热膨胀电极位移法
点焊时焊接区的金属因加热熔化而膨胀,使焊机的上下电极产生一个微小的相对位移,该位移与熔核的形成长大和最后尺寸有关,故可采用高灵敏度传感器进行检测,以此对点焊质量进行监控,保证得到合格的焊点尺寸。
a.位移传感器。
点焊热膨胀位移量一般在几十至几百μm之间,故要求测量传感器有较高的精度和分辨率,同时,传感器须工作稳定可靠、便于测量。国内外曾先后采用过有触点的电接触传感器、电位计式传感器以及无触点的电容式传感器,但都不够理想。目前,较受人关注的是光栅式传感器和电磁传感器。哈工大采用的DGB-4电感测微仪及其测量装置的测量分辨率可达0.234μm/字,测量稳定性好,优于光栅传感器,较目前国内采用的光栅传感器(测量分辨率1μm/字)精度高,故可用于气缸滑动性较差的焊机上。
b.位移控制模式。
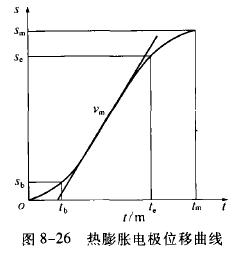
对点焊过程中电极位移的控制是通过调节和通电时间来实现的。一般需要在焊前先打试片选择规范,即在正常网压、回路阻抗无变化、无分流的条件下,焊得标准熔核直径时所采集到的位移曲线s―t,作为标准位移曲线,如图8-26所示,然后离散为数表存人微机内存待用。焊接过程对电极位移控制的模式主要有3种。
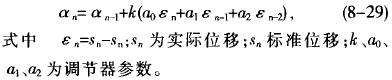
1)跟踪准标s―t曲线。即在焊接过程中逐周波检测实际位移量,并与标准的s-t曲线比较,由此得到α的修正值,改变焊接电流,使实际位移过程逼近标准s-t曲线。对α的修正采用离散的PID算式
该方法中通电时间是固定不变的。
2)焊接过程中通过对电流的调节使实际位移速度向标准的s―t曲线靠拢,当位移速度接近标准s―t曲线时,保持电流不变,直到位移量达最大值Sm时切断电流。该模式中,通电时间不固定,由达到Sm的时间决定。
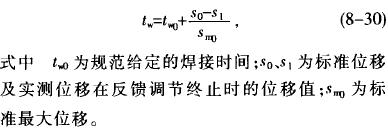
3)焊接过程中实时检测位移。在tb开始计算实际位移速率与标准位移速率的偏差,由微机通过调节电流来减小2者的偏差,当位移速率达到标准最大值vm或通电时间达tc时停止调节,保持恒定的α至焊接结束。焊接通电时间tw由下式决定
电流调节采用式(8-29)的PID算式。
这里选用控制位移速率并将调节限制在一定时间内是为避免焊接后期金属软化带来的失误。调节焊接时间是为了补偿焊接前期的加热偏差。据称该方法较模式1)的稳定性好,而模式2)对相同的位移最大速度,当电极直径增大时达到Sm的时刻会发生变化,电极磨损严重时将影响控制效果,模式3)则可克服这一问题。
对于薄板(小于0.5mm)的点焊,因熔核尺寸小、位移量小不易检测,国外有采用对数值较大的位移加速度进行检测以实现反馈控制的。
热膨胀电极位移法可对网压波动、电极磨损、分流以及二次回路阻抗变化进行补偿,但其缺点是要求焊机机臂刚性好、加压机构摩擦力小、随动性能好才适用。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)