|
ժҪ��ij����תҤҤ�ͺ�Ϊ��4.3*64m.��Һѹ������2005��4�����ɢ�ܵ��¹���ͣҤ�����ƴ��豸��3~6���£���˸ó���Һѹ������м���֮��װʹ�á������������в��ܳ��ܽϴ������Ϊ����Һѹ���ֵ��������ó��������ֶ�Һѹ���ֽ��з�������
�ؼ��ʣ���תҤ���� ���� ����
0 ǰ��
ij����תҤҤ�ͺ�Ϊ��4.3*64m.��Һѹ������2005��4�����ɢ�ܵ��¹���ͣҤ�����ƴ��豸��3~6���£���˸ó���Һѹ������м���֮��װʹ�á������������в��ܳ��ܽϴ������Ϊ����Һѹ���ֵ��������ó��������ֶ�Һѹ���ֽ��з�����Ϊ�˺����������ղ�����̼����ְڷ�λ�á������ִ������ֵĽӴ��������������߷��ա�����Ͳ�������״��������Ͳ�壬��Һѹ���ָ���֮ǰ����Ҥ����в��������Ľ��˴�Ҥ��IJ�������������ܽ��������Թ�ͬ�вο���
1 ���Է���������
1�� �����ִ�ֱ��
���û����������ͻ�תҤ���߲����Dz����ִ���ת�ټ�ת�����ڣ��Ӷ���ø���λ�ִ����ܳ�������õ��ִ���ֱ������ͬ��������������λ���ֵ�ֱ����������ɺ��ṩ����λ�ִ�������ֱ����
2�� ����Ͳ�����ߴ�ֱֱ�߶�
����ˮ�ǽ���һ��ˮƽ���棬�ɱ�߶�ȡ����λ�ִ����·���͵������ˮƽ����ĸ߶ȣ��������ִ���ֱ���Լ��ִ���Ͳ��֮��Ļ�����������õ���תҤ����֧�д�Ͳ�������ڴ�ֱ�����ϵ���Ը߲�Ӷ��õ�Ͳ�����ߵĴ�ֱֱ�߶ȡ�
3�� ����Ͳ������ˮƽֱ�߶�
���þ�γ���ڻ�תҤ��һ�ཨ��һ����Ҥͷ��Ҥβ���ֵ�������������ƽ�е�Ǧ�����棬��������λ���ִ�����ڴ�ֱ�����ˮƽλ�ƣ�Ȼ������ִ�ֱ������õ�����λ���ִ����ĵ�ˮƽλ�ü���仯������ִ�������Ͳ��������ͬһǦ�����ڣ��Ӷ��õ�Ͳ�����ߵ�ˮƽֱ�߶ȡ�������ɺ����Ͳ�����ߴ�ֱֱ�߶Ⱥ�ˮƽֱ�߶ȡ�
4�����ݲ����õ���Ͳ������ֱ�߶Ⱥ�Ͳ��İ�װ������ƶ�������ֱΪĿ������λ�õ���������
2 �ִ�������ֱ������
2.1 ����ԭ��
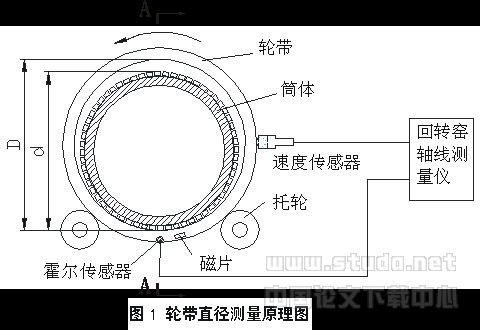
�ִ�ֱ���IJ���ԭ����ͼ1��ʾ�����ִ���������һ��Ƭ�����ִ��·���װһ�������������������������ڴ�Ƭ����ʱ���һ�������źţ��û�תҤ���߲����Dz�����Щ�����ʱ���������Եõ��ִ���ת�����ڡ��ٶȴ��������������Ͽ��Բ����ִ���������ٶȡ������ִ��������ٶȺ�ת�����ڿ��Լ�����ִ��ܳ�����������õ��ִ�ֱ��������ֱ����ͬ������������
2.2 ��������
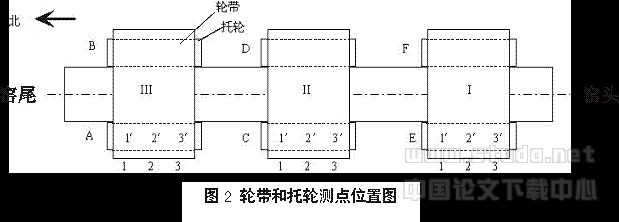
�������ִ����������С�������λ�õ�ֱ�����ִ������ּ���������������ѡȡ�������ͼ2��ʾ���ִ��ϲ�������ı��Ϊ1��2��3�������ϵ�Ϊ1�䡢2�䡢3�䣬 1(1��)��3(3��)�Ų�������һ������150mm������ѡ��ԭ��Ϊ�������������û�����ۺʹ�İ���ߵ㣬2�Ž���λ���в���ѡ��ԭ��Ϊ����û�д�İ���ߵ㡣��1�ͱ�2Ϊ���������
��1 ����ֱ���������ݣ���λ��mm��
����
A
B
C
D
E
F
1
1599
1600
1798.7
1786.7
1598.7
1597.7
2
1599
1598
1800.3
1798.5
1599.7
1596.7
3
1600
1599
1798.7
1794.0
1594.7
1596.0
��2 �ִ�ֱ���������ݣ���λ��mm��
����
I
II
III
1
5258.7
5258.3
5252.5
2
5257.7
5254.0
5254.5
3
5255.0
5243
5248.0
��������û��С���������Ϊ�ִ�������ת��4�ܹ����в��������ֵ����С���������Ϊ�ִ�������ת��4�ܣ�4����������������Сֵ������ֵ��ƽ��ֵ��
2.3 �������ݷ���
���ݲ������ݻ��Ƶ����ֺ��ִ���״ʾ��ͼ��ͼ3��ʾ����ͼ3�п��Կ�����I��II����������ĥ������أ�ͬʱI�����������϶�ĥ������أ�II���ִ��϶�ĥ��϶ࡣ�ݴˣ����Դ����ж������������ĥ��϶���Ҫ�볤��������Խϴ��йء�
��III����������A���⣬�����ִ��������϶�ĥ����Խ϶࣬��ԭ������ǰ�װʱ���ְڷ�б����Ͳ��б�Ȳ�һ�£��������й�����I��II���ִ��ر���I���ִ����϶��ƶ��϶࣬����Ͳ��ʵ��б�ȱ�С��������б��δ�䣬�����ֺ��ִ��϶��ձ������ϴ�
����ͣҤ�����ڼ�����ּ��ִ�ֱ�����в���������ѹǦ˿������������ͬλ���������������֤���Ϸ�����������Ӧ������
3 Ͳ�����ߴ�ֱֱ�߶Ⱥ�ˮƽֱ�߶ȵIJ��������
3.1 ��ֱֱ�߶Ȳ���������
3.1.1 ����ԭ�����й�����
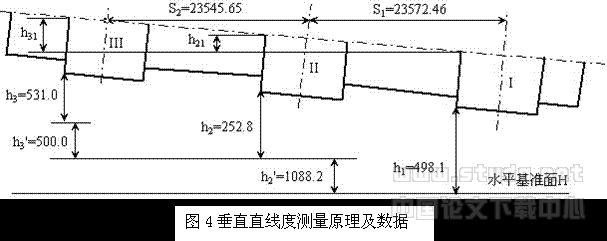
ͼ4Ϊ����ԭ��ͼ�������ִ���͵㵽ˮƽ����IJ������ݡ�S1��S2Ϊ��תҤ��װ�и����ִ����ĵ�ˮƽ���롣
�����ִ�ֱ���������沼�ü���ֱλ�Ʋ��������ȡ���ִ�1�Ž���ֱ�����ڼ����תҤ���ߴ�ֱֱ�߶ȣ��ִ�ֱ�����ݼ���2����3Ϊ�ִ�ת��3�ܹ����еĻ�������
��3 ��������������
��λ
I
II
III
��������C��mm��
50.5
23.25
40
����3�е�������ε������Ǽ��㻹�Dz�������
���ִ�ֱ��ΪD��Ͳ��ӵ���ֱ��Ϊd���ִ���Ͳ�����ĸ߲�Ϊ��h����h����D��d��/2����������C��3��(D��d )������h����C��ϵΪ��
��h����C/(6��)
����ʽ��C���С���D��d����3�ij�������
3.1.2 ��ֱֱ�߶ȼ���
1)�����ִ���͵������ˮƽ����ĸ߶�
H1��h1��498.1mm
H2��h2 h 2��=252.8 1088.2=1341mm
H 3= h 3 h 3�� h 2��=531.0 500.0 1088.2=2119.2mm
2)�����ִ�������Ͳ�����ĵĸ߶Ȳ�
��h����C/(6��)
��h1��50.5/(6��)��2.7mm
��h2��23.25/(6��)��1.2mm
��h3��40/(6��)��2.1mm
3)II��III��Ͳ�����������I��Ͳ�����ĵ�ʵ��߶�
h21=(H 2��D2/2����h2)��(H 1��D1/2����h1)��847.2mm
h 31=(H3��D3/2�D��h3)�D(H 1��D1/2����h1)��1624.8mm
4)II��III��Ͳ�����������I��Ͳ�����ĵ���Ƹ߶�
h21=825.6mm
h31��1650mm
�������ɽ��������ִ����ı����õ���
5)II��III��Ͳ������ʵ��߶�����Ƹ߶�ƫ��
EY2��h 21��h 21��21.6mm
EY3��h 31��h 31��-25.2mm ����ֵ��ʾƫ�ͣ�
6)II��Ͳ�����������I��III��Ͳ���������ߵ�ƫ��
EY2��h 21��h 31��S1/( S 1 S 2)��34.4mm
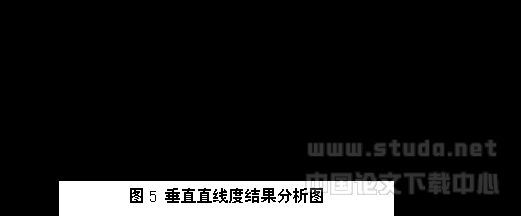
3.1.3 ��ֱֱ�߶ȷ���
ͼ5Ϊ���ݼ��������ƵĻ�תҤ��ֱֱ�߶ȷ���ͼ����ͼ5���Կ�����II��Ͳ�����ı����ֵƫ��21.6mm��III�������ֵƫ��25.2mm��
���������й۲쵽I�����������������������ִ����溸�ӵĹ��п��Ҳ����ִ���Ͳ��们�����õĽ����ѵ�����֮��ϵĴ�����������ִ�������ĥ�����ݺʹ�ֱֱ�߶ȷ�������������ж�III��������һ���³���ͬʱI���ִ������ƶ�����ϴ�
�����жϽ����Ը����ִ�����֮������ˮƽ���룬��ͼ4��S1��S2������ȷ�����������ݼ�������в���6)��ʾ��ʽУ��II����I��III��������֮��ƫ��EY2������У�����������λ�ý����ʵ��������ִ����IJ�����һ�����ѣ�ʵ�ʲ���ͼ4��S1��S2ʱ���Բ��������ִ�������͵�֮����룬��ͼ4�в��������ִ���͵�߶ȵ�λ�á�
3.2 ˮƽֱ�߶Ȳ���������
3.2.1 ����ԭ�����й�����
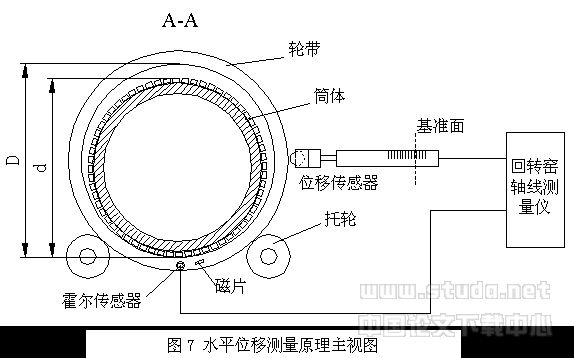
����ԭ��ͼ����Ҫ������ͼ6��ͼ7��ʾ��
����III�����ֵ������ı���Ѳ����ڣ�����I��II�����ֵ������ı��������Ϊ�������ߣ����Դ�Ϊ�����ィ��Ǧ�����棺��I��II�����ֵ������ı�Ƿֱ���ƽ��2676mm��3600mm�����ΪC1��C2���þ�γ�ǽ�����C 1��C 2��Ǧ������Ϊˮƽλ�Ʋ����Ļ��档C 2��II�������ϵ��ִ����ı�������߷���ľ���ΪDS2 ��1873mm�����ڻ�����I���ִ�������Բ���У���ͼ6��ʾ���ʲ�����λ�ƴ����������˵�λˮƽλ�ƣ�ֱ�����ִ�ֱ�����㼴�ɣ��������Լ�С֧�ܰ�װ������ɵIJ�����
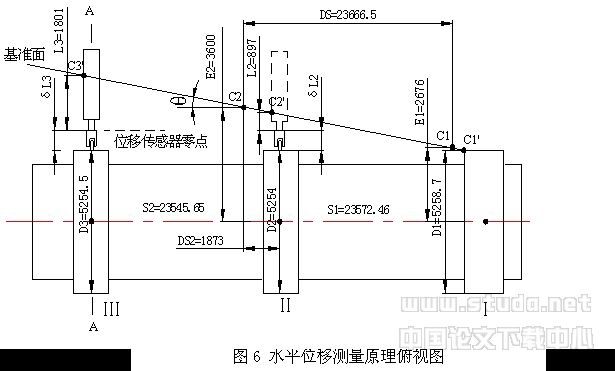
������II��III������λ�ƴ������ϱ�ߵĽ���ֱ���ΪC2��C3��������I���ִ�������Բ���е��ΪC1��C2��C3֮���������ΪS2��C1��C2֮��ΪDS��DS2������������֮��нǼ�Ϊ����
��LΪ�ִ�ת��һ�ܹ�����λ�ƴ���������ƽ��ֵ����L����ֵ��ƽ��ֵ����4����תҤ���߲����Ǽ�¼λ������ʱ���ִ��ȷ�Ϊ36�ݣ��ִ�ÿת��10��ʱ�����Ǽ�¼һ��λ��ֵ�����ִ����ֱ��5250mm���㣬��4�и���λ���ִ������Լ���458mm��������λ��Ŵ��ִ��Ϻ��ӽ�����λ�ÿ�ʼ�������ִ�ת������������4�м����ŵ�λ������Ϊ�ϴ�����ԭʼ���ݣ�ʵ�ʼ���ʱȡǰ��������λλ�Ƶ�ƽ��ֵ��Ϊ����λλ��ֵ����������ֵ��������ֵС��˵���˵���һ�����ݵİ���ߵ㣬��������ֵ�����Ǽ�����������Ĺ���㡣
���ݴ��������������I��ȡ�����1�Ž���ֱ�����ڼ���ˮƽλ�ƣ�II��III��ȡλ���м��2�Ž���ֱ�����ڼ��㣬�ִ�ֱ�����ݼ���2��
ˮƽֱ�߶ȼ�����Ϊ����λͲ���������������ߵ�ƫ��������Ϊ�����ȸ��ݻ�������������֮��нǼ�����֮��������������ڸ���λ�����������ߵľ��� Lzi��Ȼ����ݴ�������������֮�����L������������ƽ��ֵ��L����������ִ���Բ���������ߵľ���Ri��Lz i��Li����Li�������ݸ����ִ�ֱ��������ִ��������������ߵ�ƫ��EX i��Ri��Di /2��i��1��2��3��
���������н���������ֵΪ��tan��=(E2-E1)/DS=0.03904��I���ִ�����B1��750mm��
��4 II�� [1] [2] ��һҳ
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���