|
ժҪ��ͨ���Խ����������������ӡ������и��ͼ����۸������о���Ӧ��״���Ļعˣ��������Ƚ��ļ���ӹ���������Ҫ�ص㣬��ʾ���ڲ���װ�������ά���д����ƹ��Ƚ��ļ���ӹ���������Ҫ�Ժ�DZ�ڵľ�������¼�ֵ��
�ؼ��ʣ����⺸�� �����и� �����۸� װ�������ά��
��1960 �꣬�����ϵ�һ̨�������������⼼���õ��˷�չ������ش������뼤���йؼ����о������չ������ӹ�������������֮һ���봫ͳ�ļӹ���Դ��ȣ�������и������ԡ��߷����ԡ��ߵ�ɫ�Ժ�����Ե��ص㣬��ˣ�����ӹ���һ�����͵ĸ��������ӹ�����������߲�Ʒ�������Ͷ������ʣ�ʵ���������Զ���������Ⱦ���Լ����ٲ������ĵ�����������Ҫ�����á�����2000 �����ȫ��Χ�ڵ�ͳ�ƣ���ҵ���ⰴӦ����������Ϊ[1]�������и�ռ32%�����ռ30%�����⺸��ռ13%������ռ13%��������ռ4%������ռ8%���ɼ�����ӹ��ǵ�����д����Ե��Ƚ����켼����Ϊ���ϼӹ��ͽṹ�����ṩ��һ���µ�ʵ���ֶΡ����潫�Ӽ��⺸�ӡ������и�����۸������ȷ�����ܼ���ӹ������ں���װ�������ά����DZ�ڵ�Ӧ�á�
1 ���⺸��
���⺸���ǽ���߷dz�ϸС��ǿ�ȵļ������䵽�������棬ͨ�����������ʵ�����ã�ʹ���������ڵ�ĸ�ľֲ������ۻ���������ʵ�ֺ��ӡ����������ʵ��Ӧ�ñ��������⺸���в����ŵ㣺�����ٶȸߣ�����С�������������Ӱ����խ�����ӱ���С���ڲ�������������Ⱦ������ʵ���Զ��������Զ����Ӹ�����״��������������õ���Դ���⺸��Ҳ���ڲ��㣬�缤���ĸ�ĵ�����ʱ��̣���ȴ�ٶȿ죬�����ں������������ס����ɺ����Ƶ�ȱ�ݣ����ڼ�����ֱ����С�������������С���Ա�����ĸ�Ķ���ӿ�Ҫ��ߣ�װ�侫��Ҫ��ߣ����ϱ���״̬���¶�Ӱ����ϱ���Լ��������Ч���ȡ�
Ϊ��������ٵ���Դ���⺸�ӵ�ȱ�ݣ��ڱ��ּ�����ȵ��ŵ�Ļ����ϣ�����������Դ�ļ������������Ƽ���Թ����ļ��ȣ��Ӷ��γ��˼�����������Դһ��ļ��⸴�Ϻ��ӣ���Ҫ�м�����绡�������ӻ�����Ƶ��Ӧ��Դ���Ϻ����Լ�˫���������ӵ�[2]��
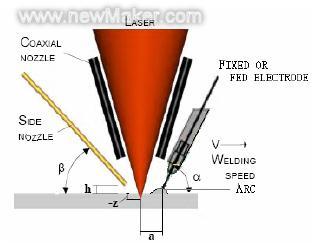
ͼ1 ����绡���Ϻ�ԭ��ʾ��ͼ
���촬ҵ��Ӧ�õļ��⸴�Ϻ������Ǽ�������������绡��[3��4]��ͼ1 ����ԭ��ʾ��ͼ��������绡���Ϻ������ڼ�����������ӵ绡�����õ绡�������÷�Χ�ϴ绡�Ա���ĸ�Ľ���Ԥ�ȣ�ʹĸ���¶����ߣ�����˲��϶Լ���������ʣ����ͼ��⺸�ӶԽӿڵ�Ҫ��ͬʱ�����ڼ��������жԵ绡�ľ۽����������ã�ʹ�������������ӣ�������ߵ绡�ĺ����ٶȺͺ������������⣬�绡�����÷�Χ����Ӱ�����Ӵ�ʹ�¶���ȼ�С����ȴ�ٶȽ��ͣ����ٻ������������Ƶ����ɡ�
Ϊ������촬ҵ�ľ�������������˿͵���Ҫ�����ʹ���ṹ�ؼ�����֮һ�������ӵ��ܹ�ʱ���ͺ������𱡰���ȱ��Σ�����־����������о��������� Meyer Werft �촬����1994 ����չ�ˡ������������ε���塱��Metallic Sandwich Planes���ṹ���⺸�ӷ������о������ݱ��Ϊŷ��SANDWICH�о��ƻ�[5]��1998 �꣬�����Fincantier �촬����������18KW CO2 ����ɺ��ӳ���16m�����ȴ�20mm�ļ��⺸�ӹ���վ[4]��1999~2001 �꣬��Meyer Werft��������һ�������Ƚ�����ӹ��������䣬�����Զ�����ģ��������ʽ���ò�ͬǿ�ȼ��𡢺�ȵĸ�����ֽṹ���伤�⸴�Ϻ���վ�ܹ�����20m�� 20m ��ƽ��ֶΡ����ü��⸴�Ϻ��ӷ�ʽ���ﵽ�������߶ȵ����Ի�������Ч��������ȱ��ε����[5]��
ŷ�����ȹ�������/��������绡���Ϻ������佢���Ľ��죬��ͨ����HY-80 �ּ��⸴�Ϻ��ӵ������������졢�������̬˺�ѡ���ը�����飬��ǡ���ĺ��ӹ��������£����ӽ�ͷ�����ܾ��������������HY-80 �ֵ�����Ҫ��[6]��
�ձ�������Ա�ü��⺸����ˮ�º˷�Ӧ��ѹ������[7]���乤��ʾ��ͼ��ͼ2�����⺸������ˮѹ�ﵽ0.4MPa�������������������£��ü���� 3~4KW ��Nd��YAG ����������4.2~33.3mm/s ���ٶȣ����SUS308L ����ֲ��ϣ�����10mm ���SUS304 ����֣��õ�������ȱ�ݵ����ۺ��졣

ͼ2 ˮ�¼��⺸�ӹ���ʾ��ͼ[7]
��۹�ҵ��ѧ���о���Ա��2KW ����Nd��YAG ����������������ͭ��MAB�����������棬ͨ���о�����[]�����������ȣ�����������۴������������������3.5wt% NaCl ���캣ˮ���Ϳ��ݸ�ʴ����������5.8 ��������������������ͭ��NAB������ˣ�����������ۿ�������������Ŀ��ݸ�ʴ������ʴ����[8]��
�����������۵�������⣬������ϵ���������Ժ���������������ֲ��ϵļ��⺸���о�������ֻҪ�ƶ����ʵļ��⺸�ӹ��գ��ǿ��Եõ����ǿ�Ƚϸߡ����������õ����ֲ��ϵĺ��ӽ�ͷ[9��10]��
2 �����и�
�����и����ø߹����ܶȵļ���ֱ�Ӿۼ����и�����ı��棬��������ʹ���и�����ۻ������������¶ȣ��ٸ����������崵�����Ӷ��ﵽ������ϵ�Ŀ�ġ�����������ļӹ�������ȣ���ˮ�и��-��Ȳ�������и����γɵĸ��խ�����������ȣ��ߣ����������ߴ羫�ȺͲ��������ʣ���������ã���������Ե��ֱ������⻬�������и��������ܶȸߣ��и���Ӱ����С�������и����е���Σ��������Զ���װ�����ϣ�����ʵ���и��Զ���������ĥ����ˣ�Ч�ʸߣ��ٶȿ�����Ըߡ��������и��Ѿ�ʵ�û���û�о�м�������κη����и��κ�ͼ�Σ�û�й��ߵ�ĥ����������ڼӹ����ȡ���Ʒ���Լ��ɱ��Եȷ��涼���ڴ�ͳ�ļӹ�������

ͼ3 Odense ��������ӹ�����[11]
�����и������ʮ����ķ�չ��ʷ������2000���ͳ������[1]��ȫ�������ڹ�ҵ�и�ļ���ӹ�ϵͳ��40000̨���ף�����������ռ�˽��� 30000�ף��¹����ձ���������������ӵ�м����и�ϵͳ��5000̨����ŷ��һЩ�촬����Ϊ�����㴬���ģ�黯������Ҫ�������˼����и�䣬ͼ3 �ǵ���Odense�����촬����Odense Steel Shipyard���ļ����и��[11]�������ػ����������£��乤����Χ��1m��4m��16m��James Harris �� Milan Brandt[12]��Nd��YAG������������16~50mm��̼�ְ���и������о������ֹ��������µ��п������ͼ4���ɼ����ں��ʵĹ��ղ�����������ȫ���Եõ����ʵĸ�졣
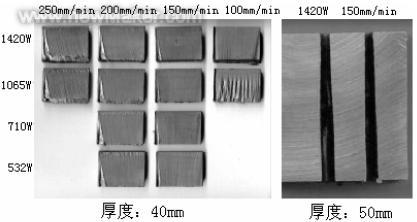
ͼ4 ����ʺ��и��ٶȶԵ�̼�ֺ���пڵ�Ӱ��[12]
�������������ݵ�Bender �������칫˾�о����ù���С��2KW ��CO2 �������ͣ���ѹ��������ϵġ�LASOX���и��¹���[13]���ɹ����и���50mm ��ĸְ壻���и�38mm ��ĸְ��о����������ÿ�и�һ�Ÿְ�Ȼ����и�ƽ����ʡʱ��40min���������ҵ�ɱ����ù�˾��һ���˷��˼������е�ȱ�㣬���ּ��⸨���и����������DZˮͧ�Ľ��죬�⽫ʹ��һ�����������Ľ�����ø��ӱ��ˡ�
3 �����۸�����
�������Ͻ����۸����������ܶȸߵļ���������ϱ��棬ʹ������ɨ���ĸ�ĺ����ӵIJ��Ͽ����ۻ���������,�ڽ������ϱ���ԭλ������ߺϽ�,�����ܵı���ǿ������¼��������ü������Ͻ����۸��¼���������Ч��߽������ϵ�Ӳ�ȡ�����ǿ�ȡ�ƣ��ǿ�ȡ�ƣ��������չ������ĥ��ƣ�����������ܣ��ڻ������豸����ĥ�����ʴ��λ�����ü�����������۸�������ĥ����ʴ�����ȵ�������ۺ����ܵ��۸��㣬�Ӷ����Դ���ӳ��������豸��ʹ���������ڱ�֤ԭ����ߴ�Ͳ������ܵ������£����Զ�ĥ�����������������ʵ�ַ���������á�
�������Ͻ����۸��������о��ͷ�չ���н���ʮ�����ʷ���ǽ�������չ���,Ҳ���������ִ��Ƚ��ı��洦���������봫ͳ�ı��洦����������Ѻ��p��ơ�����Ϳ���纸�ȼ�����ȣ�������洦���������������ŵ㣺�۸������������γ��ι̵�ұ���ϣ�������ǿ�ȸߣ����Ի�õ�ϡ���ʵ��۸��㣻��Ӱ�������ȱ���Сʹ�ù�������С���Զ����̶ȸߣ�������洦�����ڿ������̹��̣����õ�ϸ����֯���γɳ��洦�����õ�������ȡ���Ȼ����Ҳ���ڲ��㣬��Ҫ�����㣺һ�����۸�����ܳ������ƣ��������۸���Ӳ�ȸ�ʱ����һ���Dz��õĴ��ʼ����������ά�����ýϸߣ������˲�Ʒ�ɱ������ǣ�ֻҪ����ǡ���Ĺ��մ�ʩ�ǿ��Ա����۸���������ƣ����ھ����㲿�������������������������ı����ļ�ֵ�ߣ��������Կ˷��ɱ����ش����IJ���Ӱ�죬��ˣ��������Ͻ��۸�����Ϊ����ɫ�����켼������

ͼ5 �����۸����Ĵ�����[15]
����Ŀǰ�Ѿ����������Ͻ����۸�����Ӧ����ʵ��������[14��15]��ͼ5 ��һ�����͵Ĵ����ᣬ���ڻ���ĥ���ܼ���ʹ�ö����ϣ����Ǿ��������۸������ӳ��˱���Ϊ���������������������������λҲû�в������Σ�Ҳ����Ҫ�κ��ȴ����Ϳ���ֱ��ʹ�ã�ͼ6 �Ǽ����۸������ᾱ��װ�á��ڰĴ����Ǿͽ����˼����۸��������ģ�Ϊ�����۸�������Ӧ���ṩ����֧�ֺ��ղ�����ѵ��

ͼ6 �����۸������ᾱ��װ��[15]
4 ������
�Ƚ��ļ���ӹ���������������õ��˹㷺��Ӧ�ã�����ӹ��������������ܻ������ɻ�����չ������ӹ���ʾ���ͳɱ�����Ч�ʡ������Ե��ص㡣�������뵽װ�������ά����ḻװ��ά�ޱ��Ϸ������ֶΣ����ά�ޱ���������������DZ�ڵľ���Ч�档
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���