|
1 引言
松原市江南污水处理厂是国家松花江环境保护目的的重点工程,该项目由日本政府贷款、设计日处理污水能力10万吨。该项目在2006年建成并投入运行。
该厂污水处理方案是使用SBR序列间歇式活性污泥法(Sequencing Batch Reactor Activated Sludge Process)污水处理技术,相对来说该工艺对主要设备自动控制的要求较高,所以本自动控制系统使用了日本欧姆龙公司生产的CS1D PLC,(CPU热后备的可编程控制器)并选用了该系列及世界同类产品控制层网络通讯最可靠的通讯方案Controller Link光纤环网构建了该厂污水处理方案的自动控制系统。 2 自控系统构成
松原市污水处理厂污水自动控制系统由中央控制室监控及各分站、子站监控组成的两级监控部分和现场控制站(PLC1~PLC3)、控制子站(PLC4~PLC9)组成,控制子站的现场操作设备为10.4″触摸屏,如图1所示。 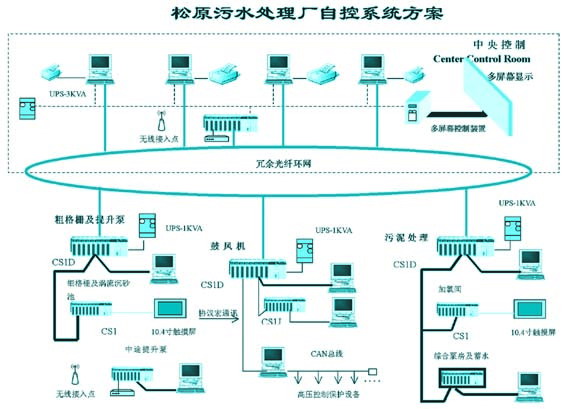
图1 污水厂自动化系统构成 本系统集自动控制、数据采集功能为一体,较好地完成了整个污水处理过程的自动控制、工艺流程动态显示、设备运行状态的实时监测、记录和故障报警。
中央控制室配置的四个操作站(二级监控部分)、各分站、子站操作站(一级监控部分)、各现场控制站通过安装在操作站和控制站内的Controller Link通讯单元与工厂Controller Link冗余光纤环网建立可靠的工业局域网络通讯。
除Controller Link通讯方案外系统还建立了:(1)远程中途提升泵站和中控室的无线通讯方案,在中控室即可实现6km外的中途提升泵站的生产监控;(2)鼓风机站PLC主站和鼓风机监控分站PLC的date link 数据映射用于建立PLC之间的数据通讯;(3)鼓风机站PLC主站和第三方设备CAN总线数据采集服务器的协议宏通讯(建立Modbus协议的通讯序列),实现中控室对变配电间高压控制保护设备及工厂变电运行的运行监控。 3 系统监控运行目标的实现
3.1 SBR序列间歇式活性污泥法工艺
SBR序列间歇式活性污泥法工艺是污水处理的新技术。近年来自动控制技术、在线分析仪表的快速发展为污水生物曝气处理的自动化提供了可靠的基础。本系统采用以PLC为核心的工艺过程自动监控系统,通过控制鼓风机、水泵、电动阀等设备对反应段时间、曝气时间、曝气强度等工艺参数进行控制,使水质达到国家规定的排放标准。
SBR污水处理自动控制过程特点是变量多(如液位,水质成份,温度、压力、流量)、任务多(如污水输送、风量控制、反冲水量控制、水泵的启停等)、设备多(如格栅机、水泵、鼓风机、阀门、污泥处理设备等),而且是具有随机性、时变性和耦合性的复杂控制系统。
3.2 主要监控任务
(1)水泵管理。运用欧姆龙公司CS1 PLC软件的堆栈技术使粗格栅站和其他类似控制要求的14台潜水泵的控制达到国内外先进水平:既用自动控制去实现操作员根据操作规程要求作手动操作时的正确操作,其自动控制过程和操作员在现场操作时无误操作的过程一致并且及时,实现了根据对液位、设备状况、设备运行记录等因素进行综合分析之后的智能自动判断并以此作出的随动的自动控制决策。
控制效果大体可描述为:根据液位的高低决定启动泵的数量,增加启动泵的数量时要做到哪台无故障的泵休息的时间长就自动启动哪台泵,需要减少启动泵的数量时要做到哪台泵运行的时间长就自动停哪台泵,当运行的泵出现故障时将停止该泵的运行,其他无故障的泵将根据前述原则自动补足缺少的运行泵数量,当因故障原因停止的泵恢复正常时将自动进入准备启动队列。
该潜水泵控制方案在松原污水处理的各个环节得到了广泛的使用使该监控环节完全达到了可以取消现场一级监控的运行效果,极大的提高了设备运行质量,保证了设备的连续长周期正常运行,提高了设备使用寿命,解决了工厂操作人员不足的问题。
(2)SBR工艺的联锁和溶解氧浓度的反馈控制。控制方案主要依据生产工艺提供的控制要求;SBR工艺的控制大体可以分为三个方面的内容:一是生物浓度控制,即根据在线测得的水质参数与设定参数形成的闭环控制;二是反应时间控制,即根据SBR工艺的各个阶段所需要的时间进行的自动控制;三是流量程序控制,即根据污水流量的变化来调整各个阶段所需时间的自动控制。
生物浓度控制的基本原则是动态的控制SBR工艺的反应时间,使其中的有机物浓度(COD)达到允许的排放标准后就立即停止曝气。目前,受检测技术的影响,在线测定有机物浓度(COD)的实时性效果较差,基本不能实现反馈控制的实时性要求。
但是,在一定的SBR工艺条件下,反应池中的COD浓度与SBR池中的溶解氧变化速率有着直接的关系。因此可以通过测定溶解氧的变化来监测有机物浓度的变化,实现反应过程的反馈自动控制。
SBR池溶解氧浓度的反馈控制控制方案是在SBR工艺的暴气过程中,将溶解氧传感器检测到的SBR池溶解氧浓度信号和工艺工程师制定的暴气阶段SBR池溶解氧浓度的给定值作实时动态比较,然后按比例、积分、微分(PID)的控制方案去控制空气电动调节阀的开度既控制由鼓风机给出的空气流量,闭环的PID控制方案较好的保证了暴气阶段SBR池溶解氧浓度的要求,提高了工厂污水处理的能力和处理质量。
与时间相关的控制程序是根据对SBR反应池的五个运行阶段所需要的时间进行的自动控制。如SBR反应池的进水时间、搅拌时间、曝气时间、静沉时间、滗水时间及等待时间都可由操作员在上位机给定。SBR反应池的各段工艺过程的执行时间均严格按规定的时间顺序进行,通过电气操作台上的手动/自动转换开关可以改变主要电器设备的操作状态。
该厂污水处理过程大体可分为四套SBR的轮流进水(含搅拌)、暴气、静沉、滗水等几个过程,每套SBR工艺设备主要由鼓风机、搅拌器、电动调节阀、滗水器等主要设备组成,其中滗水器为电动机械受控设备,受多种原因影响其控制的可靠性显得重要,而生物净化过程中的污水溶解氧浓度控制对提高SBR工艺的运行效率、工艺的污水处理能力和质量、保护有用微生物的生存环境起着置关重要的作用,所以SBR工艺的自动控制关键是作好上述两个环节。
(3)中控室变配电设备的远程集中监控。本系统通过使用殴姆龙公司的串行通讯单元,利用协议宏的组态编程方法实现了实现了中控室计算机操作站通过Controller Link光纤环网对安装在工厂变电间的CAN总线数据采集服务器的远程通讯,实现了重要的工厂变配电数据(高压控制保护器数据)的采集,其中包括模拟量(包括三相电流、电压、各功率参数、工厂用电累计量等)、开关量(包括各种开关状态、设备运行状态、故障状态)共计400点并在中心控制室操作站上通过操作画面进行实时显示、记录、报警,其记录报表可用于故障的事后分析,为工厂供电环节的安全管理提供了可靠保证。 4 基于欧姆龙CS1系列PLC的现场控制站
现场控制站PLC是直接控制和监测生产过程的单元。本系统厂区共有9个现场控制站,每个站设一台可编程逻辑控制器,通过工业控制网(Controller Link)传输数据,每个现场站的监测和控制可以在现场站进行,也可以在中央控制室进行。现场控制站主要包括以下设备:可编程序逻辑控制器(PLC);可编程终端PT(触摸屏);现场计算机操作站。
PLC设备选用日本OMRON公司的最新一代可编程序控制器―CS1系列,基本指令处理
速度:≤0.02μs;输入输出模块均具备光电隔离性能;支持所有模块的热插拔;平均无故障运行时间(MTBF)达到271,000小时;双CPU硬件热备(2 CPU同时参与计算机与数据保存1个CPU控制,故障时平滑切换);支持所有模块的热插拔;双电源供电(包括扩展机架);如配置串行通信单元SCU21,则每套PLC上最多能提供34个(RS232/422/485)通信口,通信速率可达38.4KBPS,用于连接现场仪表、外围通信设备和触摸屏(PT);对于每个串行通信口,具备自定义协议的通讯功能,能与非本公司产品进行数据交换,便于和第三方各种智能设备、现场智能仪表相连;支持E_mail功能,能以事件触发、定时触发及故障触发方式由PLC向上位机发送电子邮件;具有电源出错履历、电源中断时间压栈、电源中断计数等电源维护功能;支持以太网、控制网、设备总线网,并支持多网配置;定时中断,掉电中断,I/O中断,外部中断等多种中断功能。CS1编程软件采用最新的Windows版,采用结构化、多任务、梯形图、语句表编程方式,具有良好的在线编辑和在线帮助功能。 5 结束语
该厂自投产以来,以OMRON公司的CS1系列PLC为核心的自动控制系统长周期可靠运行,未发生过任何故障,特别应提到的是Controller Link光纤环网的运行故障记录等于零,从未出现过如通讯超时,通讯报警等在一般工控局域网络上常见的故障提示。PLC系统的可靠运行保证了如本文所述的控制方案顺利实现,为污水处理厂的高效运行奠定了良好的基础。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)