|
1���� DCS��ɢ����ϵͳ(�ֳƼ�ɢ���ơ��ֲ�ʽ����ϵͳ)�����ڵ���·������ϵͳ�����Ϸ�չ�����ģ����ۺ��˼����������ͨѶ������CRT��ʾ�������̿��Ƽ��������÷ֲ�ּ��Ľṹ��ʽ�ͷ�ɢ���ơ����в������ּ��������ֶ����ε����ԭ����˹�ȥ���������Σ�ռ��С�����ģ���DZ����ܵ�һ�����ڷ�ɢ���˻���ϵ�������ȱ�㡣DCS�İ�ȫ�ɿ��ԡ�ͨ������ԡ������Ŀ��ƺ��ۺϹ���������ʹ���ڹ�ҵ���������е��Թ㷺Ӧ�á� ����ֽ����ΪĿǰʹ���ձ�İ�װ���ϣ��㷺���ڵ�����Ʒ���ճ���Ʒ�Ȱ�װ�����ִ����ģ��ҵ�Զ���ˮƽ�������ҵ�����ý�����ٷ�չ���ҹ������л��Ͷѵ����Ȼ�����������������չ��̡�Ŀǰ��������ֽ������������������״̬�� �����ϵͳ�����Կɱ�̿�����PLCΪ�����ļ�ɢ����ϵͳ����PLC��Ϊ�ֳ��ɼ�����վ������Ethernet��Profitbus��������ͨ�ţ�����˶Թ㶫�����¡����ֽ�������ߵĹ�����ʾ���������������������ͳ�������������ʵ������ҵ����������һ�廯�� 2ϵͳ����ṹ��ͨ������ 2��1ϵͳ����ṹ ��¡����ֽ���������ϵͳ������ͼ1��ʾ�ķֲ�ʽ��������ϵͳ������Ϊ3���ṹ���ֳ��������Ƽ��������� 
��һ��Ϊ�ֳ������ɰ�װ���ֳ���3��PLC��վ�����������������豸(�����������������ǡ���Ƶ����)���и������ݲɼ��������ߵ��ֳ����ơ�Ϊ�ֳ��ɼ�����������ֳ��źŵ�������������ݸ����Ĺ�������������ݴ�����������������ҽ���������Ͳ���վ��PLCվ���õ¹�VIPA��˾�IJ�Ʒ������һ��CPUվ������I��0վ�����䱸���£� V200CPUվ����Ҫ����CPU 288L��FM250��SM221��SM222��ģ�顣��Ҫ����ճ�ϻ��ͺ��л�����״̬�źŵIJɼ��Ϳ����źŵ������ V200վ1����Ҫ����SM221��SM222��SM232��FM250��ģ�飻��Ҫ���ڹ�������1�������״̬�źŵIJɼ��Ϳ����źŵ������ V200վ2����Ҫ����SM222��SM232��FM250��ģ�飻��Ҫ����2��3�������״̬�źŵIJɼ��Ϳ����źŵ������ �ڶ���Ϊ���Ƽ����䱸5̨��ҵPC�������а���1̨������վ��1̨����������վ��3̨���������վ��������վ�����ڳ���������ڣ�����������վ�����������ߵ���Ӧ���֣�����ֳ�����⡢���ơ��������ܵĹ�������һ̨HUB��������վ��ɾ�������������վ���ܶ��������ܻ�Ϊ���á����Ե�һ���ֳ��ɼ����������ݽ��д������������洢��������п���ָ����ռ��ͷ������Ը��ַ�ʽ(������ͼ������ͼ��)�������������ߵ�����״̬����ϵͳ���ܵ���̬������ͼ������������ֵ����������ģ���ĵȹ���Ҳ������һ���IJ���վ����ɵġ� ������Ϊ���������䱸�˶�̨��ͨPC������ӡ�����Լ�һ̨���ݿ������������PC����Ϊ�����ն���������Ӧ�Ĺ������ţ���ӡ�������ڴ�ӡ��������������������ݿ������������ա��洢�Ӽල���Ƽ������ĸ���ʵʱ���ݡ���ʷ���ݡ������ŵĹ�����Ա������ʱͨ�������ն˻��۲������ߵ�����״̬�Ͷ���ִ�е������������ͬʱ�ɽ��ܹ������Ź������ݵ����룬��ɶ������������������ȹ��ܡ� 2��2ͨ������ �����ڷ�ɢ����ϵͳ�й㷺�����˶ദ�����Ľṹ�����Դ�����֮�������ͨ�ű�ü�����Ҫ�� �ֳ���������Ϊ�Զ�����������չ���ȵ�֮һ������Ϊ�Զ�������ļ����������������Ӧ�˹�ҵ����ϵͳ���ɢ�������绯�����ܻ��ķ�չ����Profitbus��Ψһ��ȫ����H1(����)��H2(�����Զ���)�ֳ����߽����������һ�ֲ������ڳ��ҵĿ���ʽ�ֳ����߱������ɹ㷺Ӧ��������ӹ������̺ͽ����Զ��������ڸü��ϵͳ�У��ֳ���3��PLCվ֮������Profitbus��������ͨ�ţ�ʵ����ֽ��������״̬���ݵIJɼ��Ϳ����źŵĴ��ݡ� Ethernet��̫���������Xeroex��20����70��������ġ����������䷽����������Xeroex�������豸��˾(DEC)��Intel�Ľ����������ļ������������ڸ�����������ϣ����ں����Ŀ������ṩ�ܺõ���������ĿǰΪֹ����̫�������ھ������������е������˽ṹ���ڸü��ϵͳ�У����Ƽ�����վ֮��������ն˻�֮�����Ethernet��������ͨ�š�ʵ���˸�����վ�������౸���Լ��������ݵĴ�ȡ��
DCS����֮���ͨ��һֱ�����ǹ��̼�����Ա��ע�ļ����ȵ�֮һ����ϵͳ����VIPA��˾PC-CPU 288L�Դ���Ethernet�˿ںܺõĽ�����ֳ��������Ƽ�֮���ͨ�����⡣ʵ�����ֳ�ʵʱ�����������ͺͿ��Ƽ��źŵ����´��ݡ����ڿ��Ƽ�������ͬʱ����Ethernet���������֮��ֱ���ü�����(HUB)�����������ͨ�š� �ü��ϵͳ�У�����̫��(Ethernet)���ֳ���������ʵ����PLCվ֮�䡢����վ֮�䡢�����ն�֮���Լ��ֳ��������Ƽ���������֮�������ͨ�š� 3������� ϵͳ��������CONTROL LAB�����������νṹ��ͼ2���� 
�ֳ���V200 CPUվ�����˿��ٿ�Ԥ��ʵʱ�ںˣ��������Թ�����ʱ���ȶ���(Jitter-Time)�ɴ�2��(300MHZ CPU)��PLC��Ӳ��ģ�鼰�ֳ����ߵ����ݽ�������ʵʱ�����н��У���֤���������ݽ����ڲ���ϵͳ�е���ʱ�����������롣����������Ϊʵʱ����ִ�У�����̹������ڿɴ�0��01���롣 PLC��س������ͼ�λ���̬����ControlChart���ƣ��ù�����һ�ֻ���IEC1131-3����ͼ�����ԵĿ���ʽ�������������Ϲ�ҵ��������ʦ�ڿ��Ƽ�����վ�ϼ��������ֳ�ģ�����������ϡ����߹۲�͵��ԣ�����������˿���ϵͳ�ĵ���ʱ�䡣����ֽ����ˮ�ߵĿ���������Ҫ�������ϸ����������ٶ�Э�����ٶȵ�����ճ�ϻ���Ϊ���������������ޱ������л��Ͷѵ���������ͬ�����С��ü��ϵͳ�ٶȿ�������ͼ��ͼ3��ʾ�� ZJL��DJL��DDCL��SJCL�ֱ��Ӧֽ����(�����)���ѻ���������������ʵ�ʲ����������������IJ�����ֵ��ճ�ϻ���������ٶȽ�����Ӧ�ĵ��ڡ� �ڿ��Ƽ���������������WINDOWS NTƽ̨��������ѧ���õ�Visual Basic6��0���б�̣����в���ActiveX��OPC��TCP��IP�ȹ���ͨ�ü����ͱ����û����Լ����������������ϵͳ��������ͨѶ�ͽ��й�����չ�����Ƽ�����վ��⻭����Ҫ���ܲ���ͼ����������ͼ��ճ�ϻ����ͼ�����������ͼ���ޱ����ͼ�ͺ��л����ͼ���������ն˰���������������ͳ�����������ȡ� 4ϵͳ���� ����Ӳ��������ʵ�ֵ�����ֽ���������ϵͳ������ͼ3��ʾ�����ϵͳ���ܷ�Ϊ��غ������ܡ������Ҫ�ǹ�����ʾ������������������Ҫ�Ƕ��������ͳ��������� 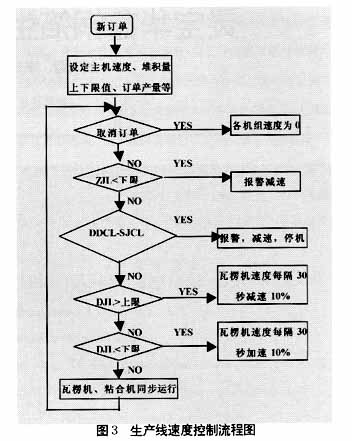
4��1������ʾ �ڿ��Ƽ��IJ���վ�Լ����������ն˻�����ʾ�ֳ��ɼ�����������״̬���ݣ���Ҫ�����������е�ֽ��Ʒ�֣��ߴ�����ʱ�����������ٶȡ���������������ԭֽ�ѻ�����ճ�ϻ���ֽ���������¶ȣ���ʱ��ʵ������������������������Ƿʵ����������Ʒ��������Ʒ������(����Ʒ�˹�����)ԭֽʣ��ȵȡ���ʾ��ʽ�������֡���״ͼ������ͼ�ȡ��ڴ˻����Ͻ����ٶȡ��������¶ȡ��ѻ����ȹ��ޱ����� 
4��2�������� 4��2�������� �����ֳ��ɼ����źţ�������������Զ��������߽�����Ӧ�Ŀ��ƣ���Ҫ�У� (1)��������£���ճ�ϻ���Ϊ��������ȫ�ߵ�һ�ٶȵĿ��ƣ����������ܸ��������Ĺ���Ҫ����Ӧ�Ե�ͬ�����ٻ�ͬ�����١� (2)�Զ���������ֽ��ѻ��������Զ�������Ӧ����������ٶȣ����ѻ�����������ʱ���Զ�����ճ�ϻ��Լ�������ػ�����ٶȡ��ڽ�������£����Զ������߽��н������١� (3)���ݹ�����Ա����IJ�Ʒ����ڶ���ִ�г����Զ������ޱ������нصĵ��ߣ����ܹ��������������Զ������� (4)�ɶ������������ͳߴ磬�Զ����������������������������Ҫ��̨������������ʵ�ʻ�����룬��������Ӧ���ȵ���ֽ�� ͬʱ��������������Զ����ֶ����ֿ��Ʒ�ʽ��������Ա�������ֶ���ʽ�¸�������������߽�����Ӧ�Ŀ��ơ� 4��3�������� �����������������������ܵĻ�����ʵ�֣�����Ҫ�����У� (1)������Ա�����ڰ칫���ն˻����뵱��֮�����������ӵ����ڣ������ţ��ͻ����ֽ�ʣ�ֽ�����������ڵ����ݡ�����ֽ�ʣ�ֽ����ӡ���·ݽӵ�ͳ�Ʊ��� (2)���ݶ�����Ҫ���ֽ�ʣ����������Լ�������״̬����س�������Զ�ִ���¶�����ͬʱ������ԱҲ���Ը���������ֶ���ϵͳִ���¶����� (3)ʵʱ��¼�����������������ݶ��������������ڴ�ӡ����������������� ͬʱ�����ݿ���������������û�Ȩ�ޣ���˿ɱ�֤�������ݵİ�ȫ�� 4��4�������� ����������Ҫ���Ѱ��������Ķ�������ѡ��ʽ�ų���Ϊ����������������Ա���������֮�˷Ѽ۸��š�װ��ʱ�䡢װ�����Ʒ�֡������ȣ����г����ջ��ջ�����ϸ����ͬʱ�����˻��������롢������ɾ���ȡ� 5������ ��¡����ֽ��������DCS����3���ṹ������Ethernet���ֳ��������ϵķ�ʽ��������ͨ�ţ������������༼����ʵ����������ϵͳ�����Ժ��ݴ������ߣ�ϵͳ���¶������ף�����չ�ԺͿ�ά���Ժá�������ʵʱ�ں�Ϊ������ϵͳ����������ϵͳ�Ĺ��ܶ���Ͳɼ������㷨����ı�д��ϵͳ���ȶ�����ԽϺá�
|





 ���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���
���������ۣ���ֻ��ʾ����10������������ֻ�������ѹ۵㣬�뱾վ�����أ���