|
1 引言
某进口设备大面积的严重损坏。经过修理,更换了一大批电子元件,才勉强恢复原有的技术指标。但其工作已不是很可靠。由于该设备已停产,并且没有相关的代替设备.为配合生产需要,我们投入了对该设备的研制。原设备完全由晶体管电路构成,考虑到研制周期及可靠性等因素。我们决定采用PLC(Fx2N-32T)和触摸屏(MT506S)控制技术重新进行设计。 2 功能概述
该设备实质上就是一台专用的测控步进电机装置的设备。步进电机装置由步进电机及其相关电路组成。该设备功能包括:距离(工作步数)设定、启动、位置显示及清零,(自动、手动)连续或单次运行,(自动、手动)回原点,步进电机欠电流检测报警,原点到位显示等。 3 装置原理介绍
3.1 系统工作原理
系统工作原理如图1所示。图中触摸屏作为人机界面,用来显示并进行操作;PLC作为控制器,接收触摸屏的设定数据并进行逻辑处理,再控制步进电机。步进电机装置是受控对象,不能进行修改。它包括多种电源形式:步进电机工作在-24V三相双三拍直流矩形波的供电方式,还包括+12V、-12V、+5V等电压和极性不同的信号。为了使多种信号的检测和驱动、步进电机装置相匹配,增加了信号的转换电路。 
图1 系统工作原理框图 3.2 转换电路原理
信号转换电路的部分电路,如图2,3所示。
图2中,当5V或0V信号到达电阻R1后,通过光电耦合器使PLC输入1信号接通,此时电机回原点运行的过程中开始计数,记录运行步数。当+12V信号到达“±12V信号”后, 首先点亮发光管D6,然后通过光电耦合器U1-3使PLC输入3接通,指示到达原点,电机停止运行;当-12V信号到达“±12V信号”后,通过光电耦合器U1-2使PLC输入2接通,超出设定极限。当-12V信号到达“-12V信号2”通过光电耦合器U1-3使PLC输入接通,指示到达原点,电机停止运行。 
图2 信号转换电路 
图3 步进电机驱动电路
3.3 电流检测原理
在步进电机驱动器中,内置了电流检测电路。电机发生断电或欠电流运行时,发出报警信号,使系统停止运行。检测原理是利用三相双三拍步进电机的工作特性,在任意时刻均有两相得电。只要检测任意时刻流过公共地线的电流大于相应额定电流的2/3即可认为工作正常,如小于相应额定电流的2/3,则认为欠电流运行。电路原理和时序图,如图3,4所示。
图3中,R是电流检测电阻,C用于消除竞争。在图4中IN表示三相双三拍电机流过公共点电流检测电阻的额定工作电流;In表示检测电流的门限,In=2/3IN;I表示电机的实际工作电流。ALM表示欠电流报警。系统运行后,当I≥In时,ALM报警,直到故障排除,系统复位后报警解除。图4中的细实线表示ALM未报警时的时序图。 
图4 电流波形图 3.4 触摸屏的软件设计
(1) 首页:打开电源开关后,提示输入登录密码。正确输入密码后,自动进入首页。设备进入准备状态。
(2) 输入窗口:输入窗口主要用于设定并进行操作。包括键盘和主要操作控件,操作者可以直接对设备进行操作。
(3) 配方数据窗口:对于经常用到的操作数据,可以按照提供的格式存放到配方卡记忆体里面,当需要时把它调出来,而不需要临时输入数据,可以大大地提高操作效率。
(4) 控制窗口:控制窗口主要用于对设备的基本功能的操作和显示。包括一个隐藏的小键盘窗口,可以在需要设定数据时弹出。
(5) 元件检查窗口:用于对PLC内部关键元件的监测,以便出错时查找故障。
(6) 梯形图检查窗口:用于对PLC梯形图的实时监控(由于MT506S不具备直接显示PLC内部梯形图的功能,故采用了单独制作显示PLC各元件的方法组合成关键部分梯形图)。
3.5 PLC的软件设计
PLC程序流程图如图5所示。
系统初始化后,完成了距离设定,选择运行方式后.再看系统是否有故障或是否到达原点。当完全准备妥后,分别执行自动或手动操作。在按设定距离执行自动往返运行的过程中,当中间执行断开操作后,系统保持运行方向,运行到设定距离,保持显示,然后停止运行;当执行复位操作后,系统首先运行显示归零(计数清零),然后停止运行。在执行手动运行中,当到达设定距离后,系统保持显示,并停止运行;当运行中执行断开操作,方向不变,到达设定距离后,系统保持显示并停止运行;当执行复位操作,则运行显示归零(计数清零),然后停止运行。 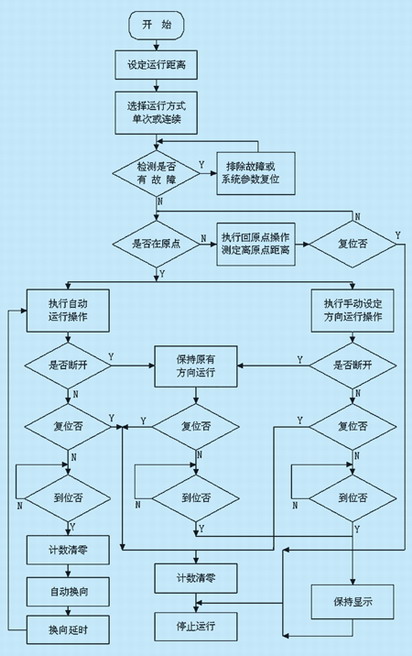
图5 PLC程序流程框图 4 结束语
控制器采用触摸屏和PLC来实现,缩短了开发周期,提高了运行的可靠性,尤其适合此类要求工程周期短,可靠性高,批量小的设备开发。另外,软件的灵活性还有利于设备的改造和升级。 参考文献
[1] 《FX2N系列微型可编程控制器使用手册》
[2] 《Easy Buder500使用手册》
[3] 《FX1S FX1N FX2N FX2NC编程手册》 作者简介
高荣华(1976-) 女 助理工程师 从事自动化控制设计与开发工作。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)