|
1 引言
随着国民环保意识的增强,国家对粉尘颗粒排放标准的要求越来越高,迫切要求采用除尘效率较高的高压静电除尘技术来解决空气污染。静电除尘设备是利用高压电场使电场内的气体游离,当游离的正负离子与烟尘碰撞时,就附着在烟尘上使粉尘变成有不同极性的带电体。在电场的作用下向电极移动,最后吸附在电极上,这就使烟尘净化了,为了收集尘埃,电极上方安装有振打电机,对电机进行定时振打,这些振打电机和振打机械就构成了静电除尘系统。本文就某冶炼厂火炼锌设备的烟气除尘设备的改造,谈谈PLC的应用。 2 控制要求
火炼锌作为一种冶炼锌的技术已在水口山应用了几十年了。但是在烟气排放中产生大量的灰尘,严重影响了周围的环境,造成社会产业关系紧张。为了解决污染问题,采用了高压静电除尘系统。该设备是一套75kV的三电场除尘设备,图1为该装置的示意图。引风机迫使烟气进入高压电场,净化后由裤衩烟道排出。图中M1、M3、M5是三个阳级振打电机,M2、M4、M6是三个阴极振打电机,M7、M8是控制两个阀门电机。 
图1 75kV三电场除尘装置示意图
2.1 振打或者抖动顺控
振打或者抖动顺控动作是除尘过滤装置的基本控制动作。振打电机带动振锤周期性敲打阳极、阴极的极板板线。使吸附在其上的粉尘清除到灰斗中加以回收利用,为了取得较好的振打效果,对振打控制系统的要求如下:
(1) 同一电场中阳极-阴极振打不能同时进行。
(2) 同一时间内,前后电场的阳极(或阴极)振打不能同时工作。
(3) 为防止M5、M6振打时,下落的粉尘被0.97m/s的烟气带出电场。M5和M7、M6和M8之间有一定的联系,M5振打时,M7同时关闭阀门YM1,M5振打完毕后延时1.5min打开阀门YM1;同理M6 振打时,M8同时关闭YM2,M6振打完毕后延时1.5min打开阀门YM2。
2.2 振打电机的振打优化振打时序分析设计
(1) 第一电场的阳极电机M1:打5min,停5min,循环;第一电场的阴极电机M2:停5min,打5min,循环。
(2) 第二电场的阳极电机M3:先停5min,打5min,停15min循环;第二电场的阴极电机M4,先打5min,停15min,打5min,循环。
(3) 第三电场的阳极电机M5:先打5min,停25min,打5min,循环;第三电场的阴极电机M6:先停5min,打5min,停25min,循环。各电机振打时序如图2所示: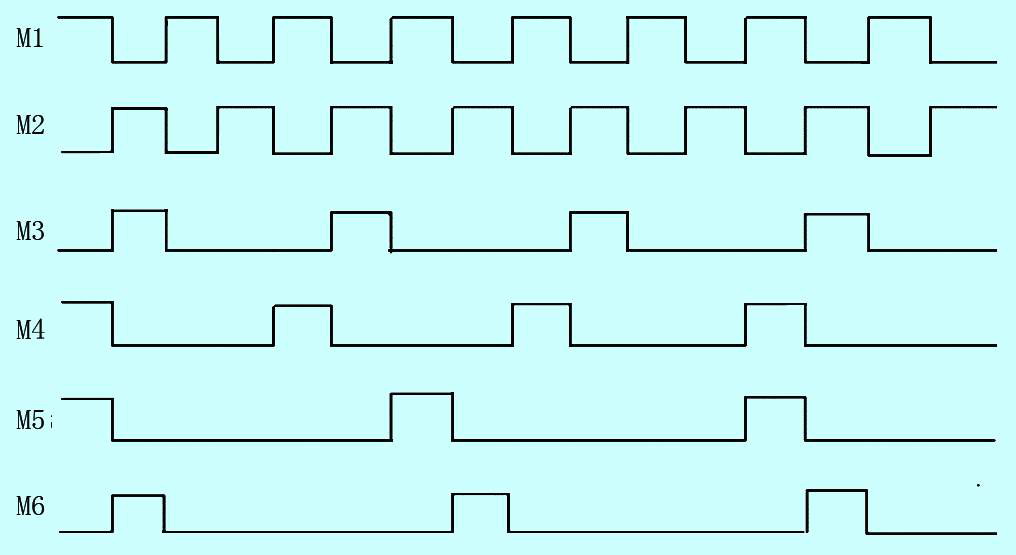
图2 电机振打时序图
3 PLC硬件设计
选用了日本三菱公司的FXN-32MR的PLC。根据上述振打的控制要求,可以方便得出PLC的I/O口分配如图3所示。4 程序设计
为了提高系统可靠性、调试方便及便于控制功能的扩充,控制程序采用摸块设计法,整体控制梯形图如图4所示。按功能分为:第一电场M1、M2振打程序模块,第二电场M3、M4振打程序模块;第三电场M5、M6振打程序模块;YM1、YM2控制模块。如果按照图2的时序图,每一个电机振打都采用定时器来控制的话,则由于定时器之间的时间误差累计, 很难保证各个电机始终满足优化振打逻辑关系。为此,对第一电场的振打时序用定时器来完成。第二、第三电场的振打时序用计数器来完成,各电场电机之间振打关系的互锁可以通过软件编程实现(文中省略),同时也可以通过硬件来实现。从而可始终保证各电机之间优化振打逻辑关系。 
图3 PLC的I/O口分配
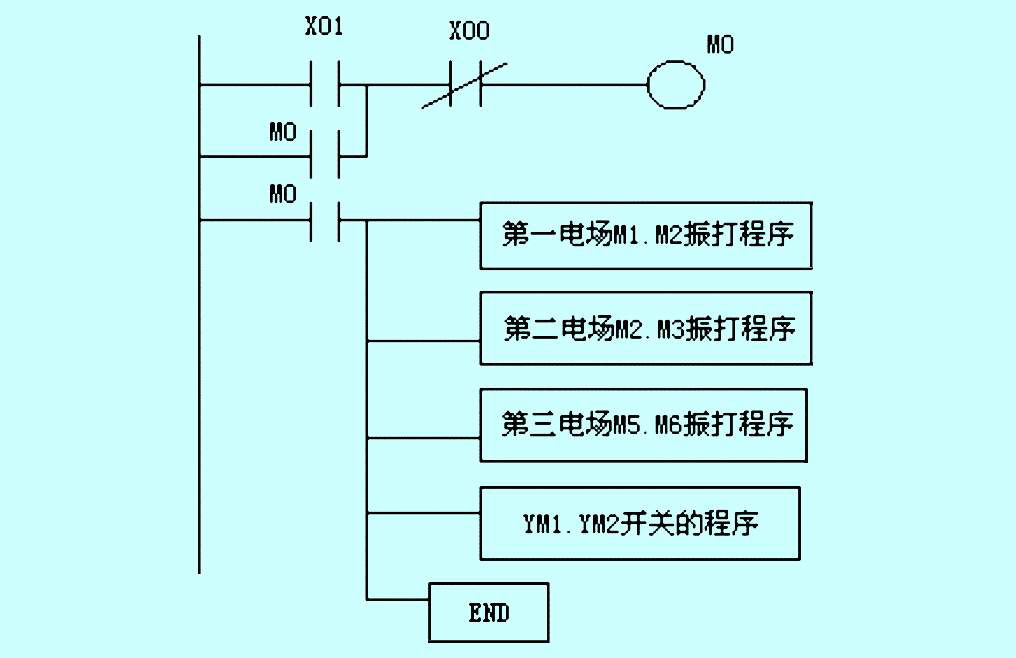
图4 整体控制梯形图
4.1 第一电场M1、M2振打程序的设计
在图5中,电机M1的第一次振打是由启动按钮SB1按下后立即起动,5min后就停止。第二次以及后面的循环就靠Y1的下降沿触发(即M2开始停止时)。而电机M2的振打触发是由Y0的下降沿触发,这就构成了循环。设计的程序如图5所示。 
图5 第一电场M1、M2振打程序
4.2 第二电场M3、M4振打程序的设计
根据振打时序图,第二电场电机M3振打触发及振打时间和电机M2相同,只不过振打与振打间停止时间长,电机M3第一次振打与电机M2相同。因而为了使定时精度提高,用控制电机M2振打M102来作为记数器的记数脉冲。电机M4控制程序照此类推,设计控制程序如图6所示: 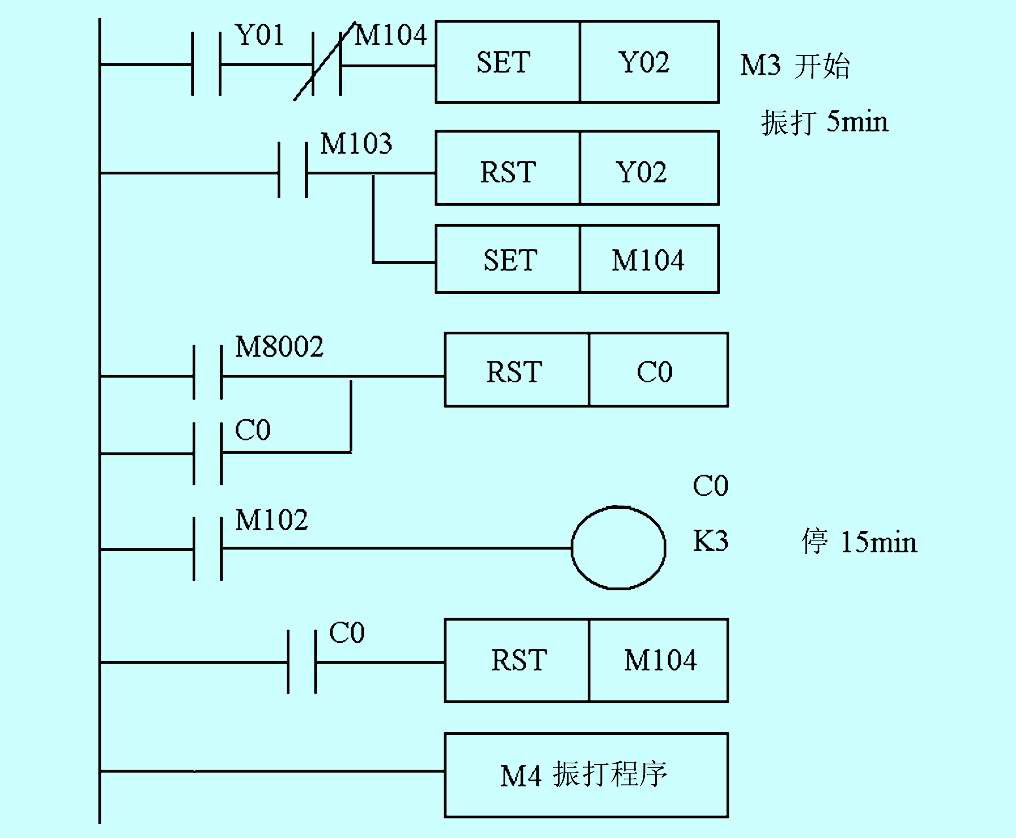
图6 第二电场M3、M4振打程序
4.3 第三电场M5、M6振打程序的设计
根据振打时序图,第三电场电机M5振打和以后的触发及振打时间和电机M1相同,只不过振打与振打间停止时间长,为了提高控制精度,由控制电机M1振打的辅助继电器M100来作为计数脉冲。M6的控制程序类推。设计控制程序如图7所示。 
图7 第二电场M5、M6振打程序
4.4 电磁阀YM1、YM2控制程序的设计
电机M5开始振打时关闭电磁阀YM1,因而YM1关的启动信号和M5振打相同,都是输出电器Y04。YM1是在M5振打完毕后,延时1.5min才打开。电磁阀YM2的控制程序照此类推,设计控制程序如图8所示。 
图8 YM1、YM2控制程序
5 结束语
本设备在水口山有色金属有限公司运行了2年多的情况表明:PLC对静电除尘的控制效果好,改变了过去那种灰蒙蒙的天空。使周围居民的生活环境得到了改善。可靠性强,控制精度高,而且每年回收的尘埃,通过冶炼,价值在20万元左右,因而静电除尘设备值得推广应用。
|





 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)