|
|
设
备
管
理
网
s
b
g
l
.
j
d
z
j
.
c
o
m
|
 |
[图文]冀东三友3200t/d水泥熟料生产线的自动化设计 |
|
|
| 冀东三友3200t/d水泥熟料生产线的自动化设计 |
|
作者:佚名 文章来源:网络 点击数: 更新时间:2009-5-30 22:28:42  |
|
|
摘要:介绍3200t/d低碱水泥熟料生产线(窑外分解技术)所采用的美国A-B ControlLogix5550 DCS控制系统的硬件配置、软件设计、主要控制功能及调试经验。
唐山冀东三友水泥有限公司3200t/d水泥熟料生产线于2001年3月破土动工,2002年3月20日机电设备安装完毕,3月28日点火,4月6日开始生产试运行。该条生产线的自动化控制系统由唐山冀东水泥有限股份公司自行设计。于2002年2月完成,4月进入系统调试,5月进入试生产阶段。
1 工艺及设备简介
该条生产线原料粉磨采用日本宇部株式会社制造生产的235t/h外循环式立磨。立式煤磨为沈阳重型机械有限公司制造生产,台时能力22t/h。篦冷机为德国BMH公司制造,采用液压传动,10台冷却风机均采用变频调速技术控制各室风量。窑煅烧系统的2台喂煤秤(窑头、分解炉)均采用了BMH制造的“科里奥利”秤,其技术先进,性能稳定。生产线除关键设备采用进口外,其余为国产设备。
2 自控系统的选型及配置
一般DCS系统多是侧重于多种PID运算、比值运算、串级调节等功能,考虑到该线自控系统开关量占I/O总量的75%以上,PID回路数占模拟量I/O的3%,因此,为节省投资,自控系统采用基于PLC的DCS控制系统。系统设备选用美国Allen-Brdley公司制造生产的ControlLogix5550系列产品,控制网络为A-B ControlNet。
2.1 软件
计算机操作系统采用Windows 2000中文版;组态、编程软件包括:用于程序开发的RSLogix5000;用于ControlNet管理的RSNetWorx;用于网络通讯的RSLinx;用于工作站画面设计的RSView 32(1500点),其它工具软件:AutoCAD2000、Excel、Word等。
2.2 硬件
鉴于水泥工业粉尘较大的特点,为保证DCS系统电器动作的可靠性,DI/DO模板均采用220VAC类型。AI模板主要类型为:
差分双端4~20mA型;热电阻(PT-100)型;热电偶(mV)型;称重(mV)模板4种类型。其中“称重型”模板为Allen-BrdleyOEM产品(加拿大生产),用于煤粉称重仓、原料均化称重仓计量转换(将mV/V信号变换为PLC系统接收的数字信号)。AO模板采用标准型,可组态为:4~20mA或1~5V及0~10V。
2.3 控制系统结构
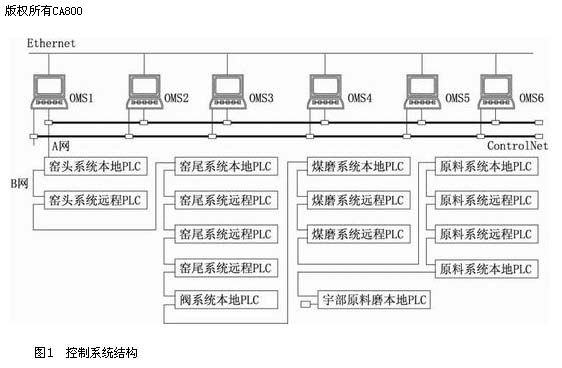
主控系统(MCS)采用美国A-B ControlLogix5550控制器及相应的I/O配置。MCS共有6个本地机架及9个相应的远程机架,其主要功能是处理来自基础自动化系统及马达控制中心(MCC)、现场控制盘(LCP)、速度控制盘(SCP)、高压盘(Http)等高低压电气设备的DI/DO、AI/AO信号,并通过ControlNet网络进行信息交换,实现与上位工作站OMS1~OMS6的实时操作和监控(见图1)。
2.3.1 控制管理级
它是由中央控制室的6台操作站(1台兼用工程师站)组成,多台操作站用于全条水泥熟料生产线工艺过程的监视、操作、控制,各操作站之间可任意切换,并互为备用。
2.3.2 过程控制级
包括:原料粉磨控制站、煤粉制备控制站、烧成窑尾控制站、烧成窑头控制站,各站功能是实现对其所辖设备的顺序控制和过程控制。
2.3.3 网络通讯
控制网络为A-B ControlNet,采用Allen-Brdley同轴专用网线、冗余的双网(A/B)星型结构,速率为5Mbps,网络扫描时间设定为15ms。另外,6个操作站之间配有Ethernet网(100Mbps),用于系统开发、调试以及今后公司计算机信息管理网络的数据传输。
2.3.4 控制方式
自控系统采用的是“现场机旁优先方式”,该方式的优点是:操作灵活、便于检修。它既可以在“远程”方式的成组中控起动,又可以在检查或检修设备时,现场随时开停设备。
2.4 控制系统的组态
2.4.1 网络组态
1)网络预定的最多节点地址设置为25,实际为21;
2)网络的结构选择为冗余方式(A/B);
3)网络扫描时间(Network Update Time)设置为15ms。
2.4.2 处理器及I/O组态
1)系统内务处理时间片设为15%;
2)通讯板的数据信息时间间隔为60ms;
3)所有DO组态为:在“Program Mode”下为“Off”;在“Fault Mode”下为“Hold”;
4)组态DI点扫描时间为30ms;
5)AI组态是根据物理量变化时间的不同(压力、温度、流量、称重、功率、电流)组态不同的扫描时间间隔,以达到既节省处理器和网络的扫描时间又可满足瞬时采集要求。
3 用户程序的开发设计
3.1 用户程序的结构
用户程序分为2个软件大包:上位工作站软件包和下位PLC软件包。
其中,上位工作站开发的软件程序包括:工作站各系统工艺画面流程、状态、操作方式;工艺、电气参数的实时趋势及历史趋势;工艺及电气的故障实时报警;生产日报、事件报表、时报等。
下位PLC软件包包括:原料控制系统程序;煤磨控制系统程序;窑尾控制系统程序;窑头控制系统程序;原料立磨油站控制程序;生料均化库控制程序。
下位PLC程序主要回路模块有:设备的准备检查回路(用于操作员检查设备状态);起动联锁回路(用于保护设备的启动过程);停止联锁回路(用于工艺设备之间正常或非正常联锁停机);成组起动回路(成组起动);成组停止回路(成组停止);时钟回路(用于闪光脉冲、延时、计数等);驱动回路(用于设备的驱动);故障回路(用于检测设备的故障);故障记忆回路(用于出现故障报警后记忆故障状态);指示灯回路(用于设备的备妥、运行、故障的显示);PID回路(用于有回路控制的设备)。
3.2 系统控制功能的实现
管理监控软件共有17幅生产流程图,工艺流程画面呈立体效果,画面背景颜色与设备颜色、参数颜色搭配。操作配以热键、模拟按钮、触摸等多种方式进行,操作灵活、简便、直观。为防止误操作而退出控制系统,采用登陆和退出登陆的方式,以Password赋予维护工程师,提高系统的安全性。操作员可按时间(数据保留10d)随时按日期调出工艺参数趋势。
画面中设备的状态显示分为备妥、故障、运行3种,定义实体绿色为设备运行状态,实体红色为停机状态,红色、绿色交替闪烁为不备妥或故障状态。各工艺参数:绿色为正常,黄色为警示,红色为严重报警。各系统画面均加有紧急停车按钮,在起动或停止设备时均有再次确认过程,组与组之间的联锁通过模拟按钮灯的状态明确指示,以确保操作安全、可靠。在监控画面设计中各种保护、报警信号均实时给予声光警示,同时进入报警记录,操作员按时间顺序可随时查阅各种报警参数,以便对设备的运行状况给予决策。
4 调试
该生产线的自动化调试按常规模式分为:开关量和模拟量2大部分进行调试。
其中开关量的调试包括:①DCS系统的DI/DO点与所有电气室或现场电气盘柜信号的校对;②软件程序DI/DO点与PLC电气点的校对。
模拟量的调试主要包括:①AI/AO通道与现场电气量相互统一的组态;②采用常规的信号发生器及数字万用表对各个AI/AO通道进行信号校对;③PID控制回路的参数调整。
调试发现的问题主要有:
1)电气干扰造成的信号“假象”,表现为:设备成组起动时,第1台欲开启的电气设备(煤堆料机)未起动,但应答信号已返回,使得不能完成组起动过程(其它输送皮带机)。经检查电气元件和线路,发现线路产生180VAC交流干扰信号,导致PLCDI点误动作。解决办法:更换受干扰的控制电缆。
电气干扰还使得个别继电器在停止信号发出时不能动作(释放),造成不能停车现象。解决办法:因找不到干扰源,采用更换容量较大的继电器,以保证正常停车。
2)无故障大面积停车。联动调试期间原料系统曾多次出现大面积的无故障停车现象,详细检查工艺联锁程序,未发现问题,同时检查网络通讯,均正常。详细检查PLC DO模板组态,发现组态有误。原因:ControlLogix 5550系统在组态DO故障状态时,输出选项可以为“Off”或“Hold”。一般理解为:选项“Off”适用极为重要或对DI/DO采样周期要求高的工业场合,目的是出现网络瞬间的奇偶校验错误时,快速切断所带的电气设备。由于水泥生产中对DI/DO的采样时间要求不高,网络瞬间出现的奇偶校验错误不会严重影响网络的数据传输,因此,在重新组态DO各个通道时,将网络出现瞬时奇偶校验故障时的动作设置为“Hold”,即保持原DO状态值,修改DO组态选项后此故障消失。
在调整如温度、压力、流量以及电气参数的过程中,采用对一次仪表的嵌位或在PLC通道中适当调整斜率的手段进行各种仪表参数的标定,保证了工艺参数的准确性。在自动回路投入过程中,考虑系统试生产初期的稳定性,仅对增湿塔出口温度与喷水量以及入窑生料喂料与阀门开度的回路先期给予投入,PID的参数调整,在有扰动时回路稳定时间在2min左右,在重新给定(SP)后视与前次SP差值而定,一般系统稳定大约需5~10min,满足生产要求。
5 应用效果分析
冀东三友水泥熟料生产线自4月投料以来,系统运行基本稳定。进入试生产运行以来,运行效果令用户满意。实践表明:
1)自动化系统设计合理,功能稳定可靠。基本不需要维护,保证了设备的高运转率,且操作简便、直观。
2)调试和故障诊断方便、快速,操作员能及时发现产生的故障并确定其位置,缩短了排故时间。程序设计了索引文件,使系统维护人员可在上位OMS上快速定位故障或设备I/O地址。
3)系统动、静态性能好,能够满足水泥熟料质量控制和仪表计量精度上的要求。
|
|
| 资讯录入:admin 责任编辑:admin |
|
|
上一篇资讯: 基于PLC的步进电机在送经装置中的应用
下一篇资讯: 基于PLC控制的气动物料搬运系统的研制 |
|
|
| 【字体:小 大】【发表评论】【加入收藏】【告诉好友】【打印此文】【关闭窗口】 |
|
 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!) |
|
|
|
|
|



